
模组入箱加压是电池PACK装配的关键工序,电池底部导热结构胶需在持续稳定的压力下均匀挤压铺展,方能保证导热界面无空洞、无气隙。砺星压装系统用压力闭环控制技术,持续动态保压半小时以上,配合高密度数据采集能力,全程记录长保压过程曲线,每台模组入箱压力均匀一致、过程数据可追溯。
模组挤压是电芯成组的关键工序,需在电芯堆叠后施加精确预紧力,以补偿电芯循环膨胀、保证模组结构稳定与电芯一致性,挤压力过大会损伤电芯,过小则影响后期循环寿命与安全性能。砺星压机采用高精度压力闭环控制,全程精准跟踪压力-位移曲线,支持多段速压装,保障每组模组预紧力一致。

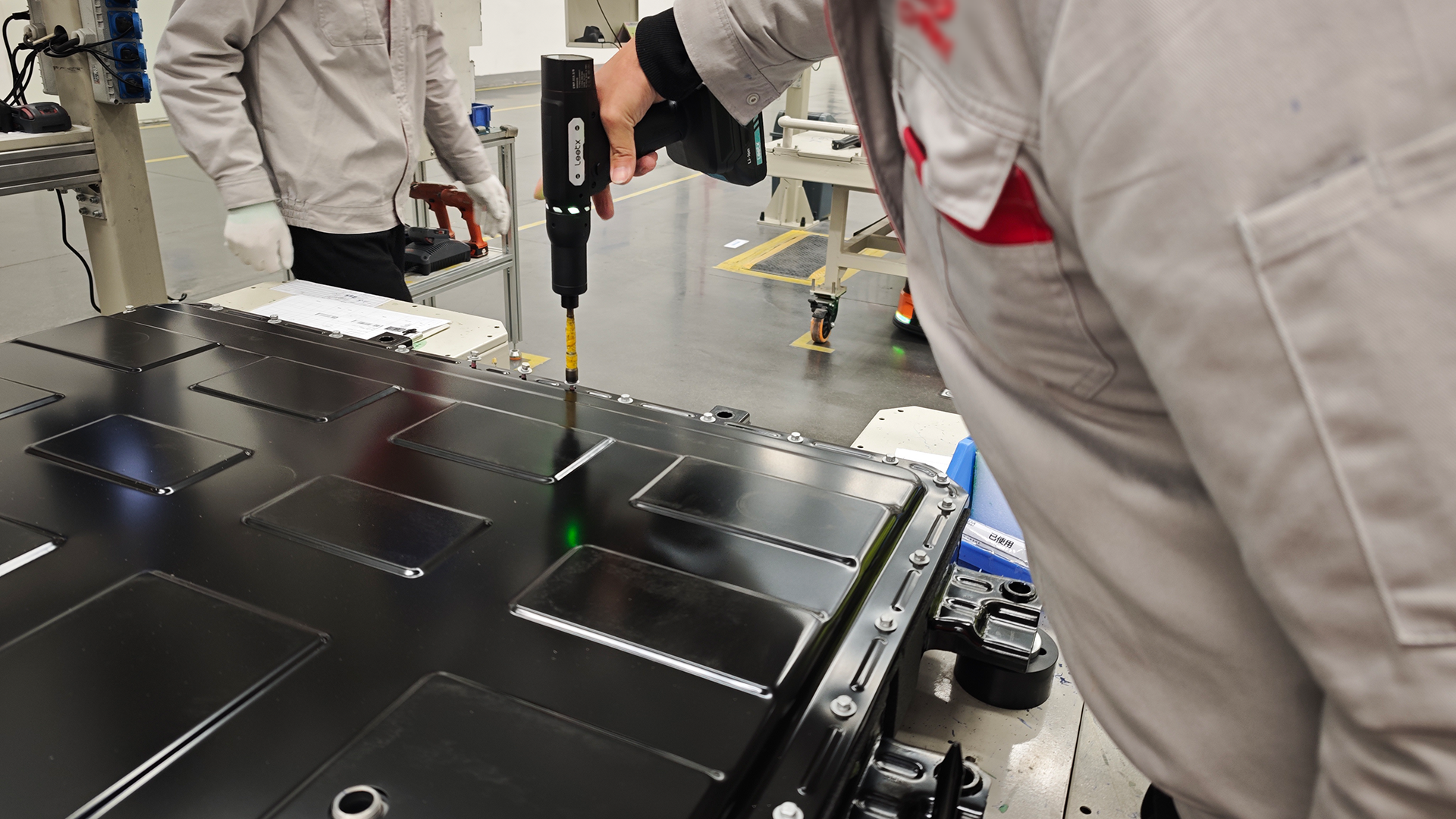
PACK箱体拧紧是动力电池总装的核心密封工序。壳体大量采用对夹紧力敏感的铝合金,过紧引发表面变形,过松则危及密封效果。砺星无线拧紧系统采用伺服闭环控制与扭矩-角度双监控策略,准确识别滑牙、浮钉等异常情况;数据全程无线追溯。
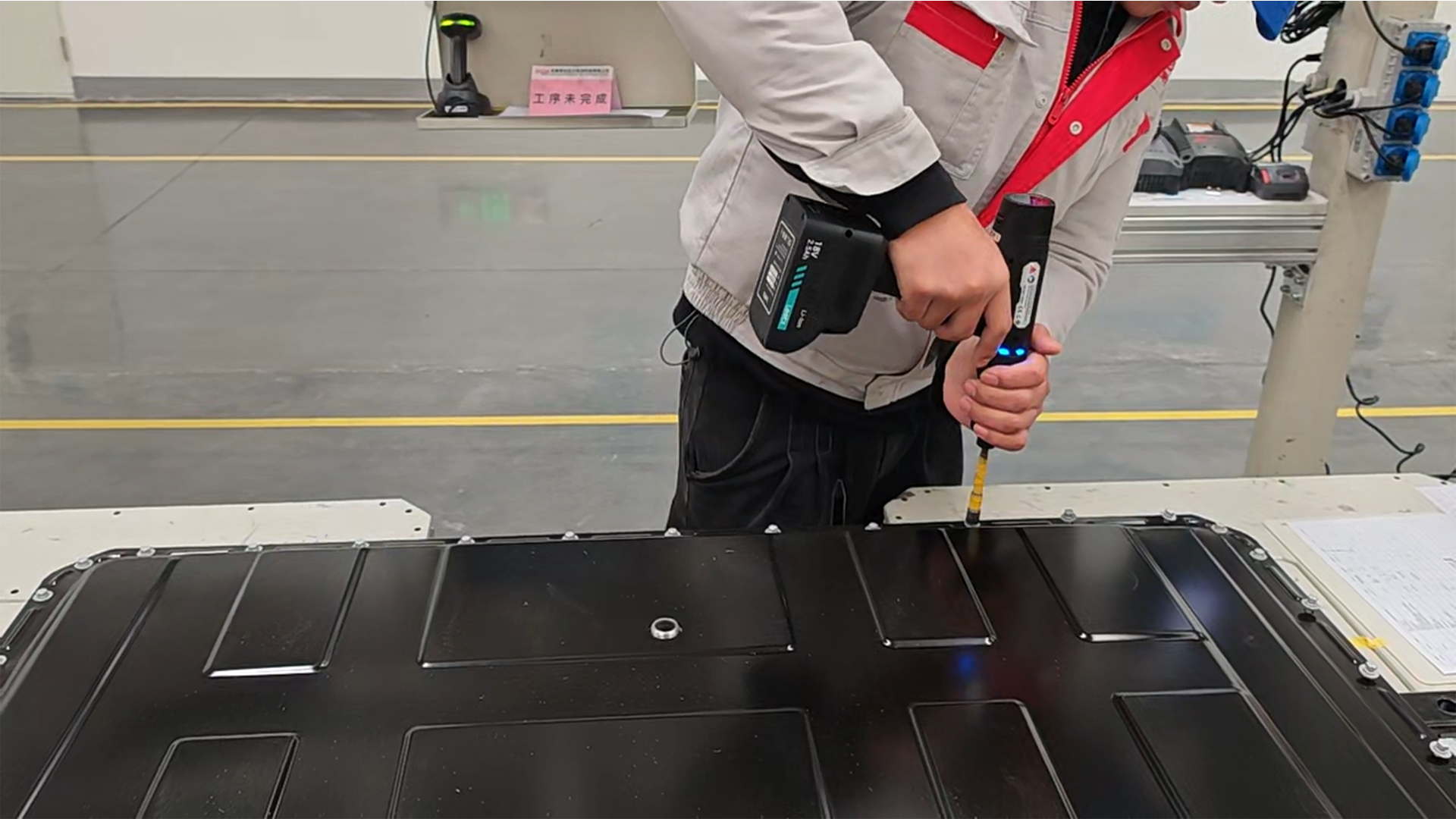
PACK上盖拧紧面临螺栓数量多、人工易漏拧、材料敏感的多重挑战。砺星智能拧紧系统搭配定位力臂:顺序防错——未按路径拧紧时工具无法启动,彻底杜绝漏拧;抗反力设计保证扭矩一致性。结果实时上传、全程可追溯,高效满足高节拍装配需求。


PACK上盖拧紧螺栓数量多、节拍要求高,通常需拧紧24~48颗螺栓。人工取钉存在掉钉、错钉、漏装等节拍波动与质量风险。砺星自动送钉系统将取钉送钉拧紧动作标准化,配备到位确认与防错互锁,杜绝掉钉、错钉、漏装。
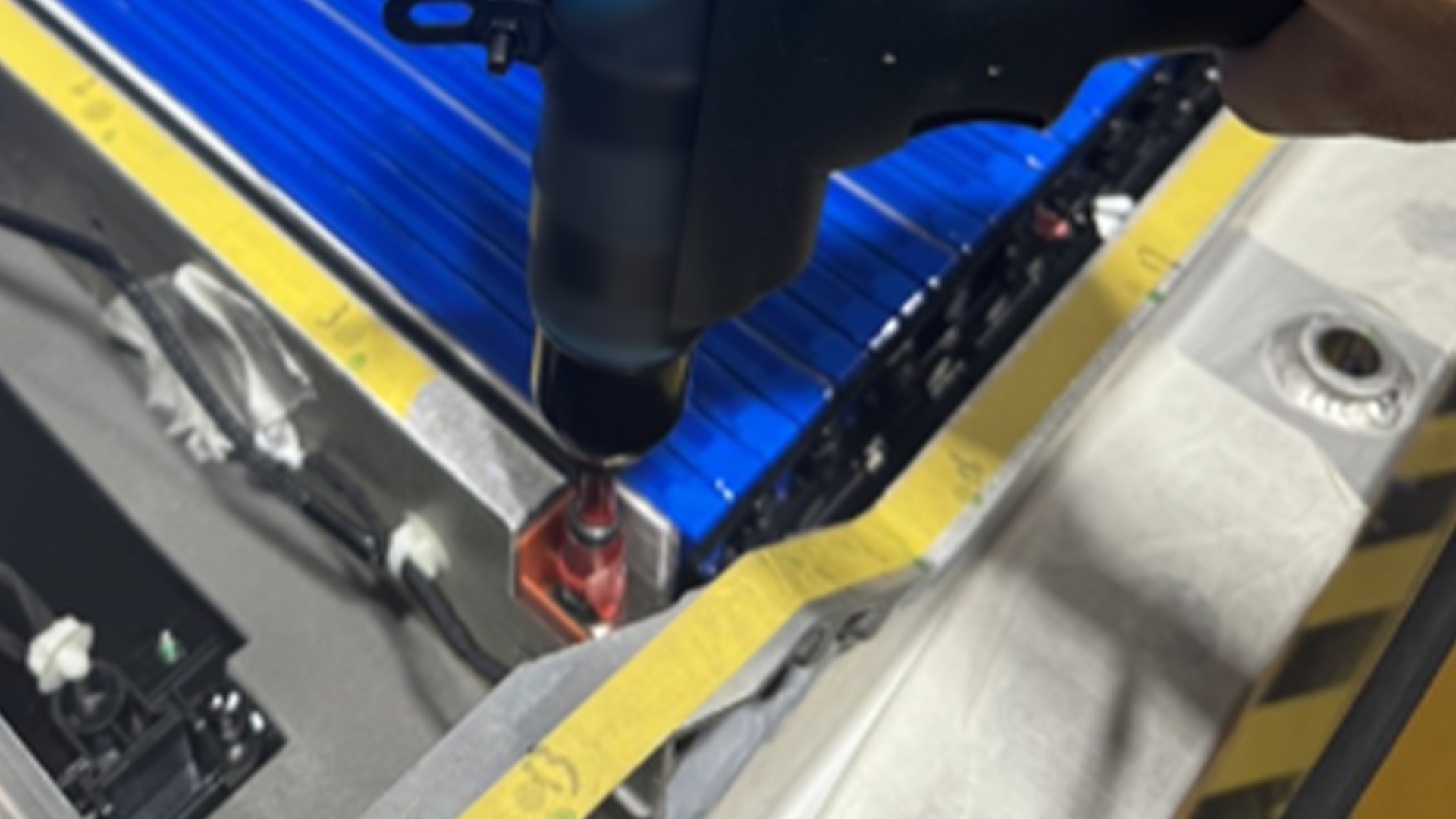
电池模组固定属于安全连接。4组长螺杆垂直向下贯穿整个模组,固定在PACK箱体底部,拧入深度长、垂直度要求高。砺星智能拧紧系统采用扭矩控制+角度监控策略以及落座检测策略,实时识别滑牙、落座异常等情况。拧紧数据实时上传,实现单颗螺栓全生命周期可追溯,为电池模组装配过程提供可靠的质量保障
留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案























