底盘分装涉及悬架、副车架、传动轴等核心安全件,螺栓规格多、扭矩大、节拍紧,任何漏拧或扭矩偏差都直接影响整车操控与行驶安全。砺星智能拧紧系统配合助力臂部署于分装工位,扭矩精准、数据全程可追溯。
轮胎装配是总装关键节点,需兼顾高节拍、高扭矩与高一致性。砺星多轴轮胎拧紧机部署于OK线,采用五轴同步伺服与扭矩-角度闭环控制,支持多车型混线,杜绝错漏拧,保障车轮紧固质量与过程数据可追溯。

焊装车间四门两盖装配涉及铰链、锁扣等关键点位,对拧紧角度与扭矩一致性要求严苛。砺星智能拧紧系统以高精度扭矩控制与灵活作业姿态,保障车门、发动机盖及后备箱盖的精准定位与可靠连接,满足白车身焊装工艺的高标准要求。
车桥中心螺母是整车承载与传动的核心紧固点,扭矩要求高、作业姿态受限、对拧紧深度与对中精度极其敏感,一旦异常难以返修。砺星智能拧紧系统应用于车桥中心螺母拧紧工位,以高刚性伺服拧紧轴配合扭矩-角度闭环控制,精准控制拧入深度与最终扭矩,确保每一根车桥的连接一致、安全、可追溯。


前舱盖与锁体是车身外观与功能件的关键连接,扭矩精度直接影响盖板对缝间隙、闭合手感及锁止可靠性,作业位置高、工人需举臂操作,对工具轻量化、扭矩一致性与拧紧数据追溯要求高。
车顶区域涉及天窗、顶棚、风道及线束管路等多类件拧紧,作业空间狭小、需仰头举臂操作,扭矩偏差易导致异响、漏风或松动,对工具轻量化、扭矩精度与拧紧数据全程追溯要求高。


车身支架(如仪表板横梁、副车架、机舱支架)连接节点多、扭矩等级高,常处于狭小空间。手持式无线智能电动扳手支持高扭矩输出与数据回传,工人可灵活进入复杂工位完成紧固,扭矩精准受控且可追溯。
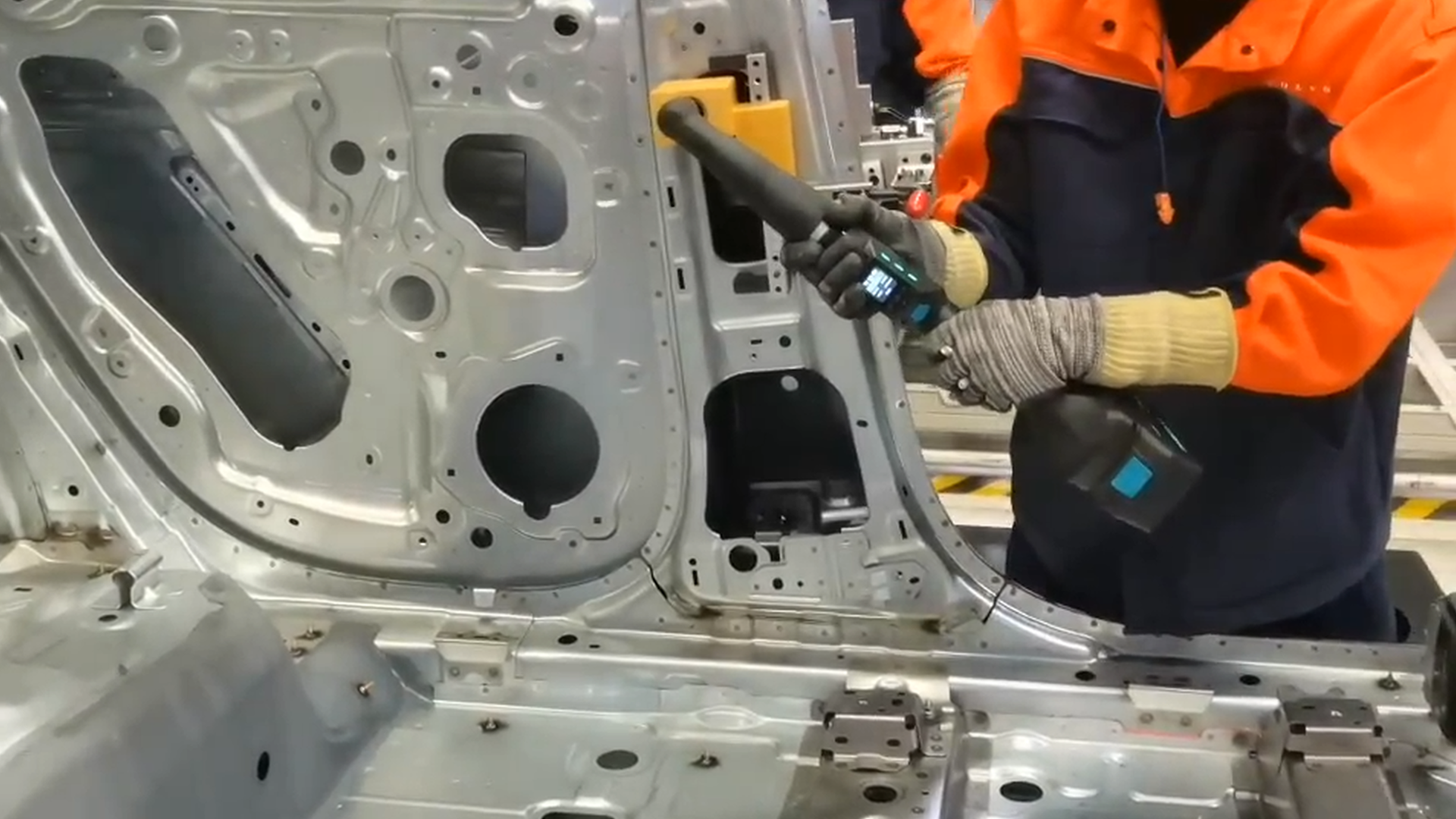
底盘铁总成是车身承载与碰撞安全的关键结构,门槛梁、地板纵梁等连接点扭矩等级高、装配空间狭长,且节拍紧凑、可追溯要求严苛。手持式 36V 智能电动扳手支持高扭矩输出与数据回传,灵活适配焊装线复杂工位的紧固作业。


前副车架承载动力总成与悬架摆臂,是底盘传力与NVH性能的关键节点,连接螺栓多为高强度大扭矩规格,且分布于不同角度,对扭矩精度与一致性要求严苛。立柱式智能拧紧机搭配平衡臂与扭矩角度双控,实现底盘装配高效精准、全程数据可追溯。
留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案