了解砺星最新动态、产品发布、行业活动及企业资讯,第一时间获取智能装配领域前沿信息。
了解砺星的发展历程、企业文化、核心价值观和全球化服务网络。
砺星在全球范围内提供专业的智能装配解决方案服务。
查看砺星全球工厂和服务中心分布情况。
了解砺星的核心技术优势和研发创新能力。
了解砺星为员工提供的优厚福利和职业发展机会。
查看当前开放的职位,加入砺星团队。
获取砺星的联系方式,我们随时为您提供帮助。
在线咨询,获取专业的技术支持和售后服务。
提供全方位的售前咨询和售后支持服务。
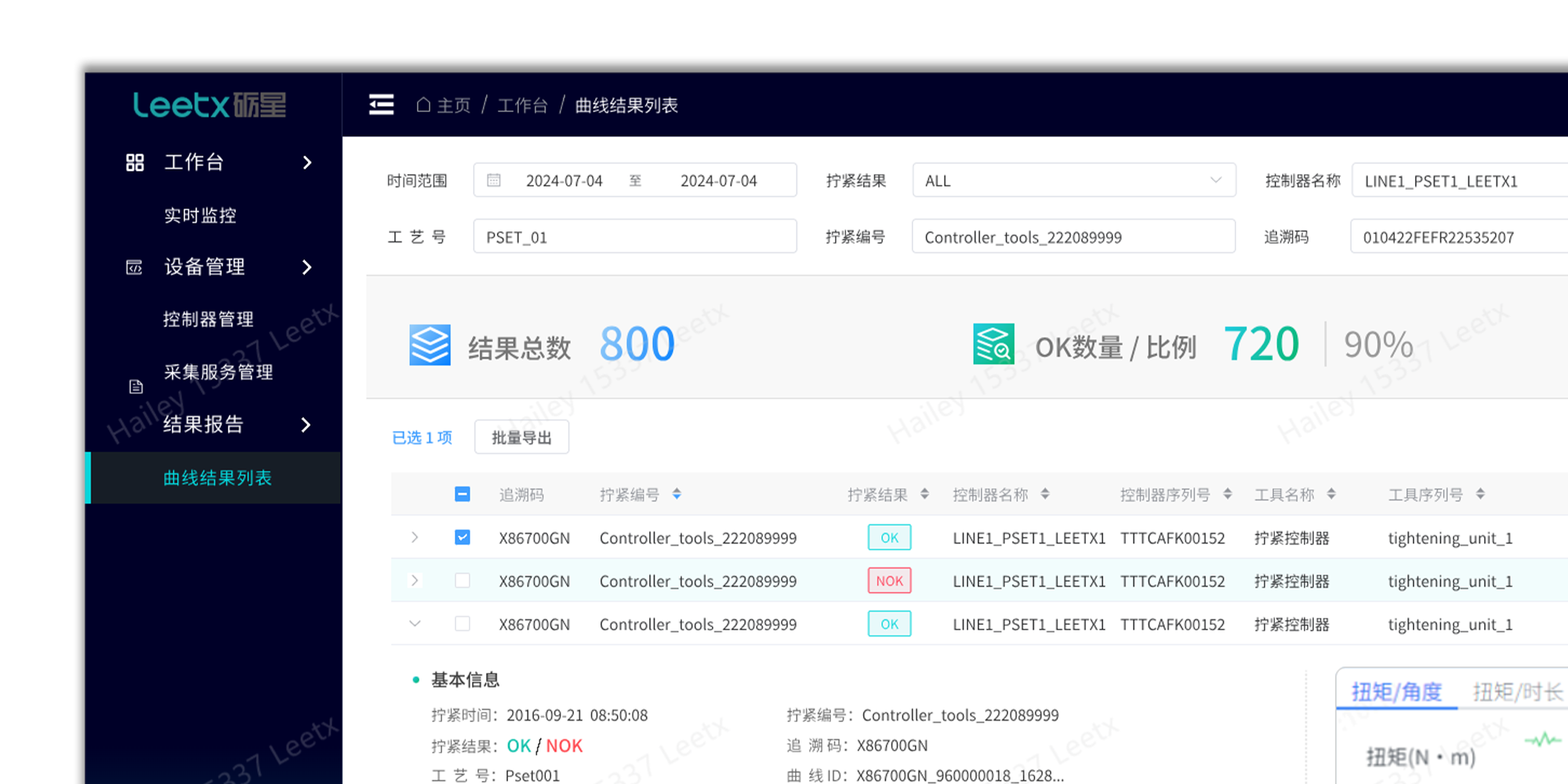
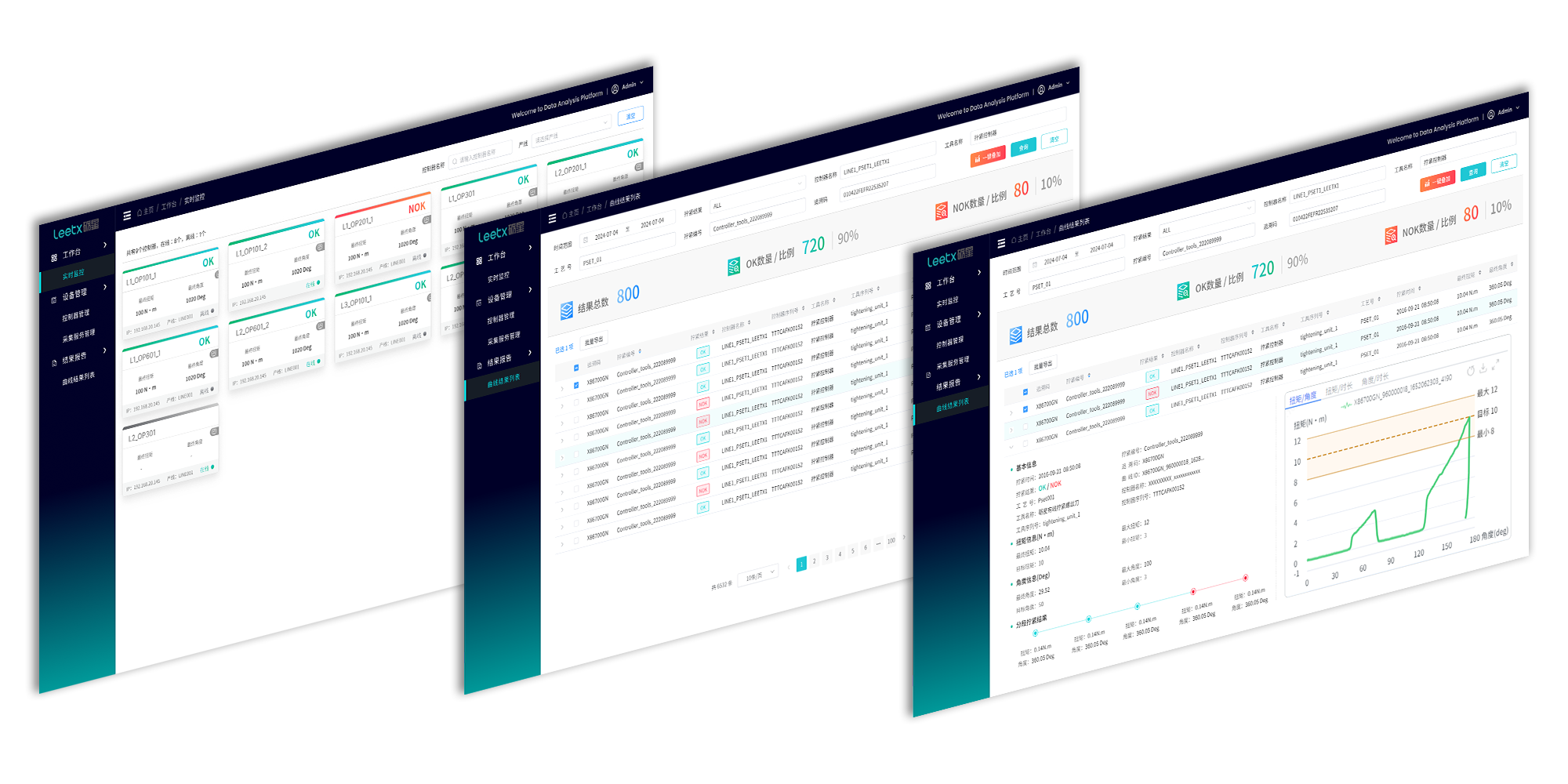
高效精准监控,全程追溯,数据采集强。
多协议通讯,高效交互,精准监控与实时反馈。
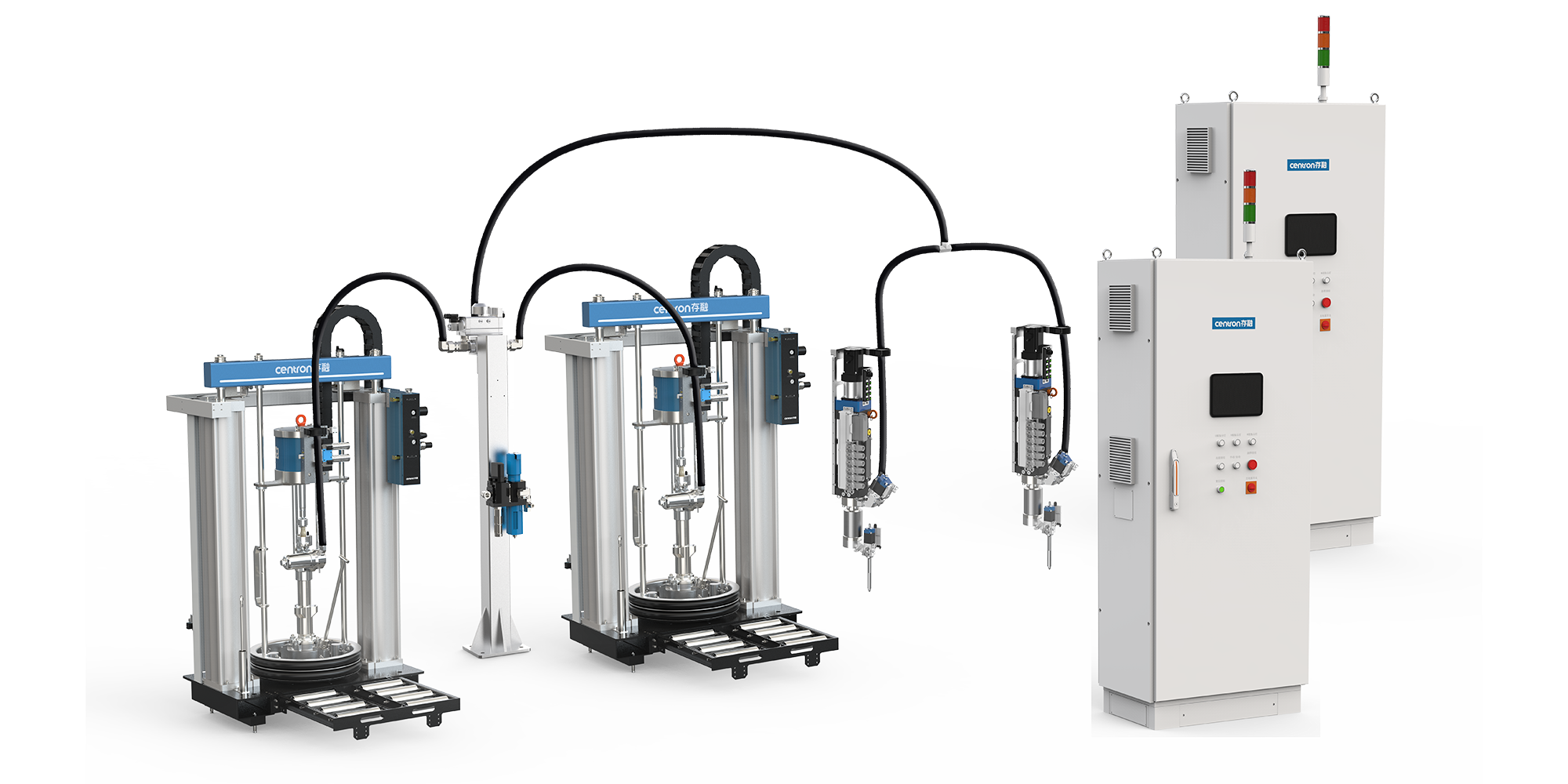
免人工供钉,快速精准输送,适配多场景自动化拧紧。
高效分选输送,出钉稳定,低噪易维护,适配多规格螺钉。
高精度高可靠压装监测,支持数据追溯,助力自动化提质增效。
提供专业先进可靠的点胶、涂胶及灌胶产品和系统解决方案。
利用专业的过程监控和分析软件,有效优化您的装配线。
砺星是一家围绕高端制造装配领域进行智能装配产品研发、生产与销售的公司
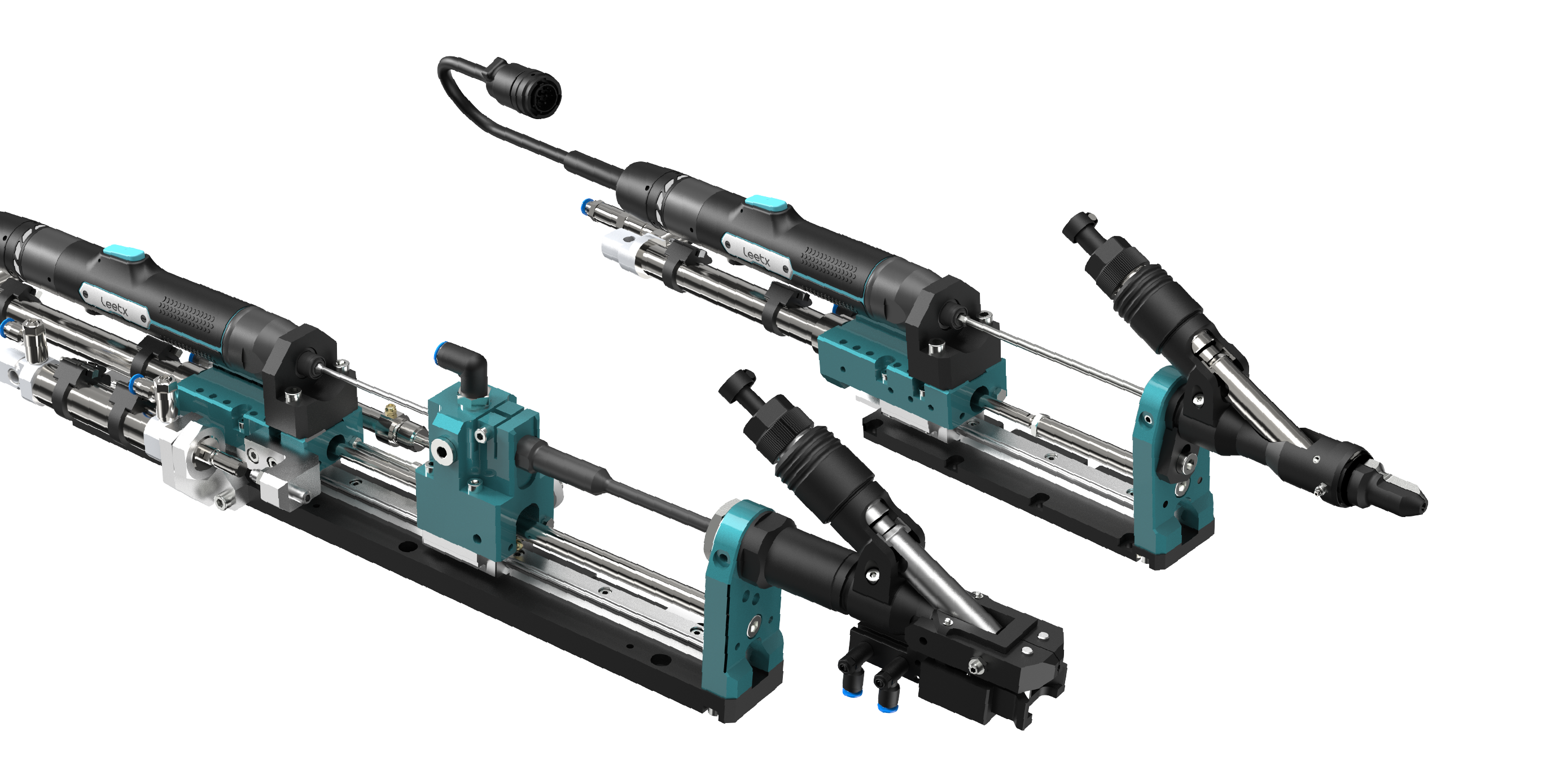
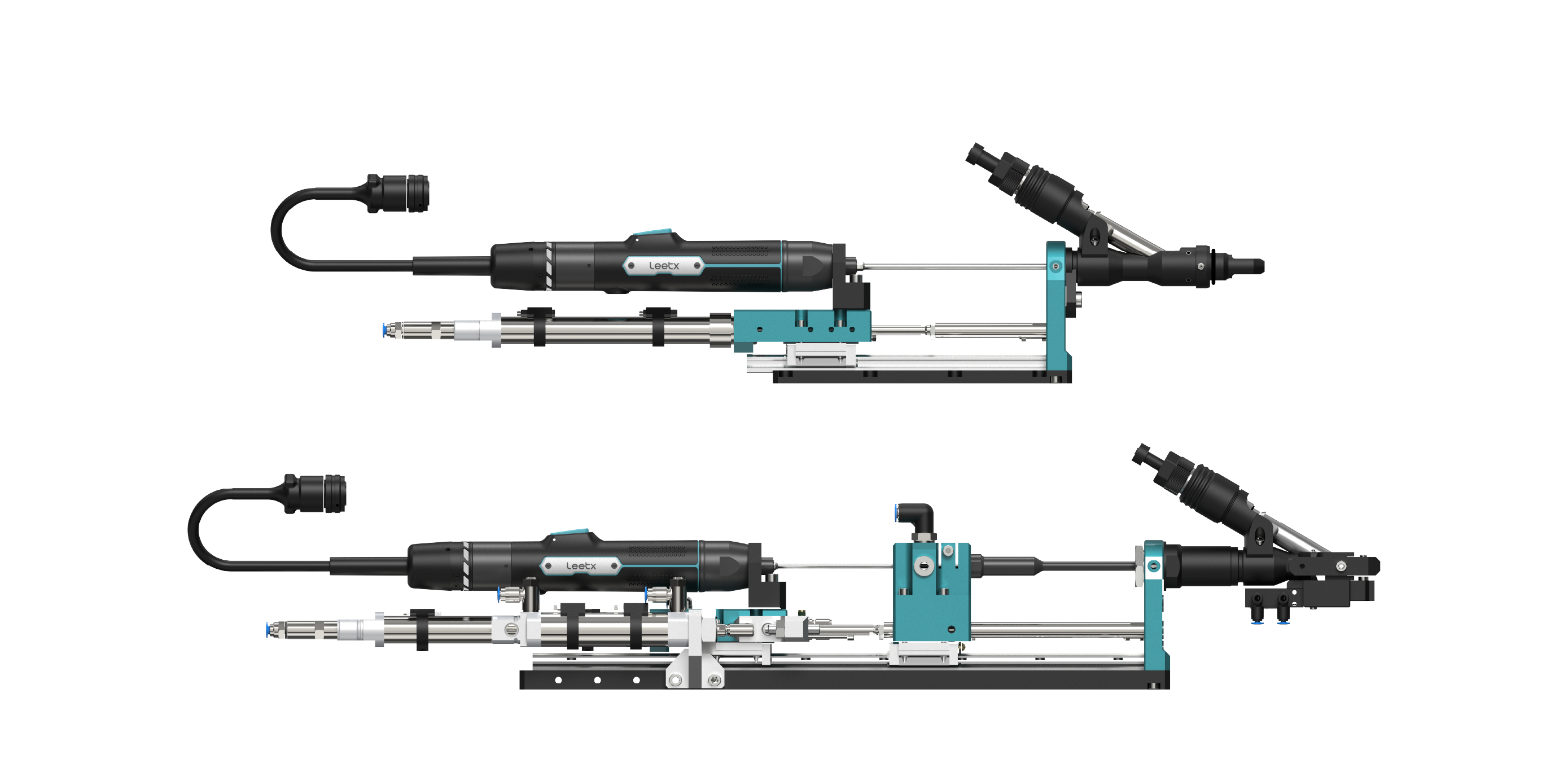
高压伺服传感器式拧紧工具
配合拧紧设备助力实现自动智能工厂
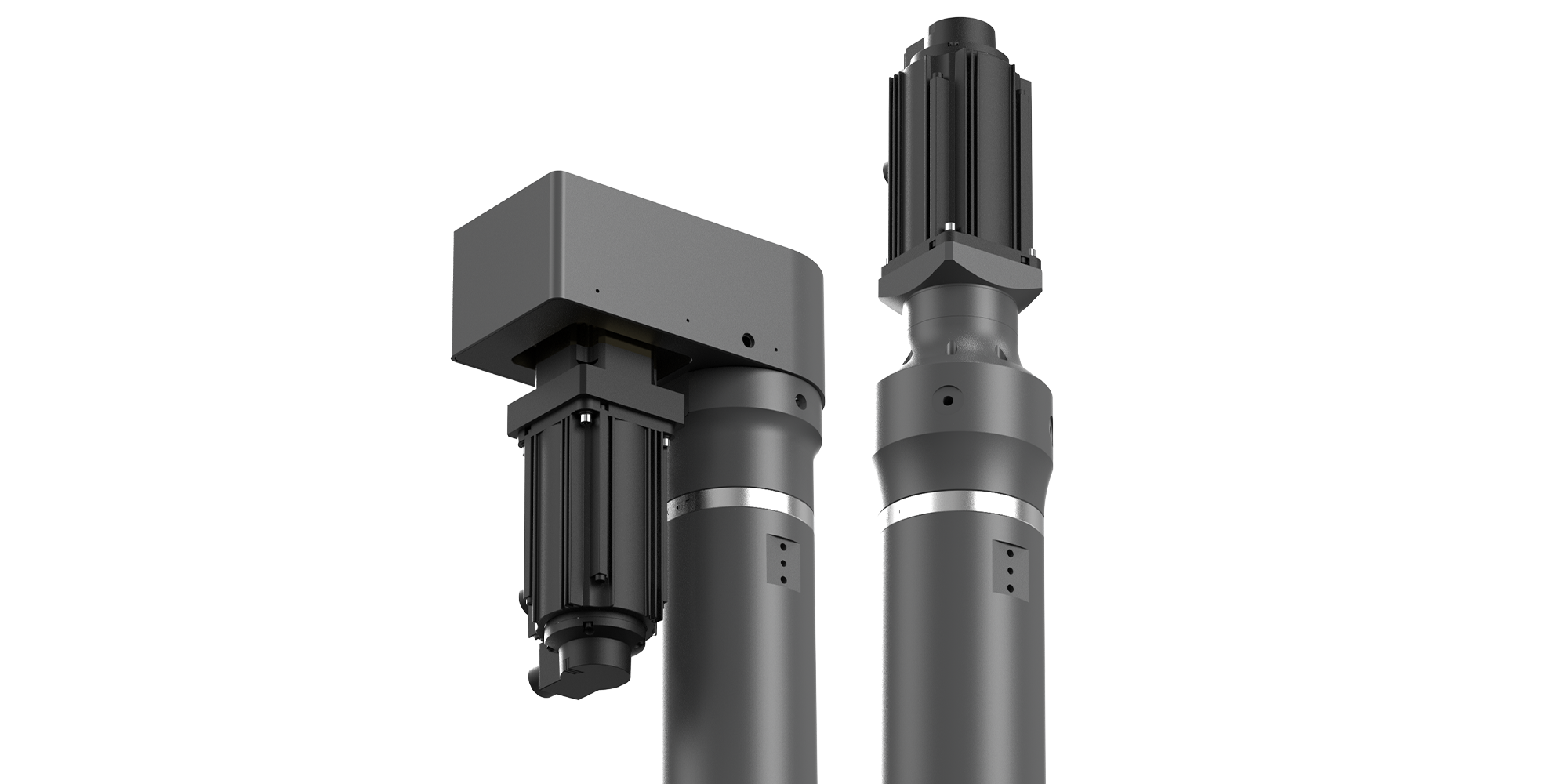
过程检测数据可靠助力压装生产
数据追溯工艺提升
自研监控系统助力打造智能工厂
智能拧紧、自动送料、伺服压装协同,支撑提质增效与稳定量产
覆盖动力总成、底盘、内外饰等流程装配,提供伺服拧紧、送钉一体化方案,守护装配质量。
针对定转子、端盖等精密工序,提供拧紧、送钉、压装,保障三电驱动一致性与可追溯性。
覆盖电芯、模组、PACK全流程装配,多量程拧紧与压装协同,保障新能源电池高一致性与安全制造。
聚焦水泵、压缩机及换热器等核心部件装配,提供高精度拧紧与密封性管控方案,保障热管理系统稳定可靠运行。
聚焦各类汽车零部件,以高精度拧紧、压装与送钉协同,实现精密可靠连接。
聚焦关节模组与执行器精密装配,微扭拧紧工具搭配微型压装方案,赋能具身智能本体高效制造。
微扭矩拧紧覆盖7–280N·m全量程,搭配自动送钉方案,满足消费电子高节拍、高精度、易追溯的拧紧需求。
针对储能电池生产,提供大扭矩智能拧紧、伺服压装与送钉方案,实现全流程数据追溯与高质量装配。
应对重载高强螺栓连接,提供大扭矩拧紧与重型压装方案,6σ ±3%精度保障重型装备装配稳定可靠。
针对叶片、轮毂、塔筒等大型法兰装配,提供超大扭矩高精度拧紧与压装方案,应对极端工况严苛挑战。
服务高铁、地铁、城轨车辆装配,拧紧、压装、送钉数据全程可追溯,满足高安全等级与全寿命管控要求。
适配多品种、小批量柔性产线,轻量化拧紧与自动送钉一体化方案,提升家电装配效率与品质一致性。
面向运载火箭、卫星等高可靠装配场景,验证0.01mm级压装精度,拧紧与送钉协同保障极致质量管控。
满足航空发动机、机身、内饰严苛装配要求,提供合规级智能拧紧、伺服压装与送钉一体化解决方案。
聚焦服务器及机柜精密拧紧工序,提供微扭矩智能拧紧与全流程数据追溯方案,保障算力设备装配高一致性与可靠性。
近期,某头部新能源车企杭州湾工厂电驱动产线轴承压入工位完成设备切换——18台砺星伺服压机整线上线,凭借自适应降速功能将单...
线控制动渗透率快速攀升,阀体总成的压装工序正成为制约产能与品质的关键瓶颈。2022至2025年,专精特新暨高新技术企业砺...