
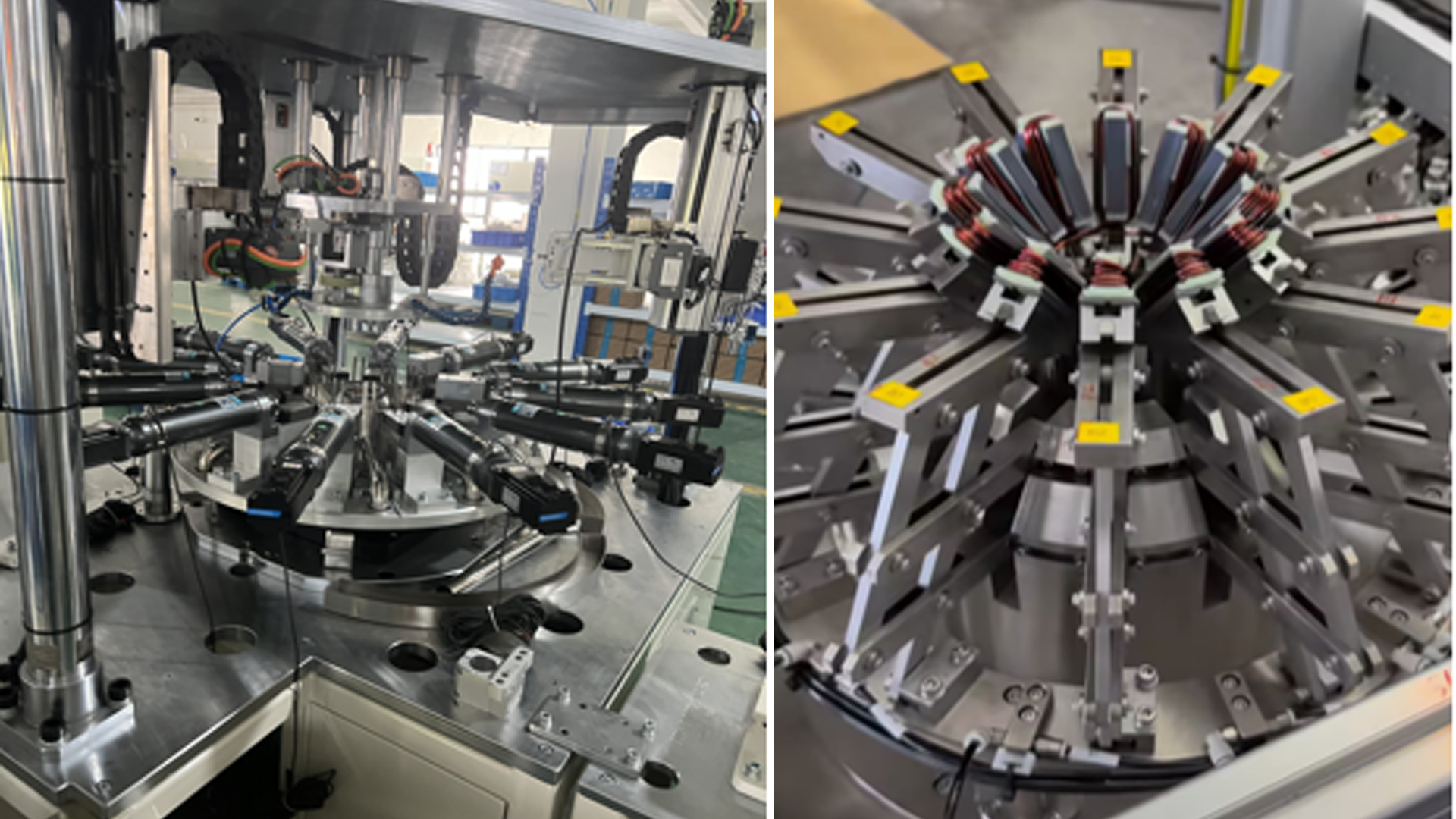
人形关节小电机定子成圆精度直接决定电机性能。主流为水平定子组圆与碗形定子组圆:前者多压机向心同步压装保压焊接,同步性高、成圆性好,可解决定子高度不齐与虚焊;后者成本可控但易现虚焊与高低差。
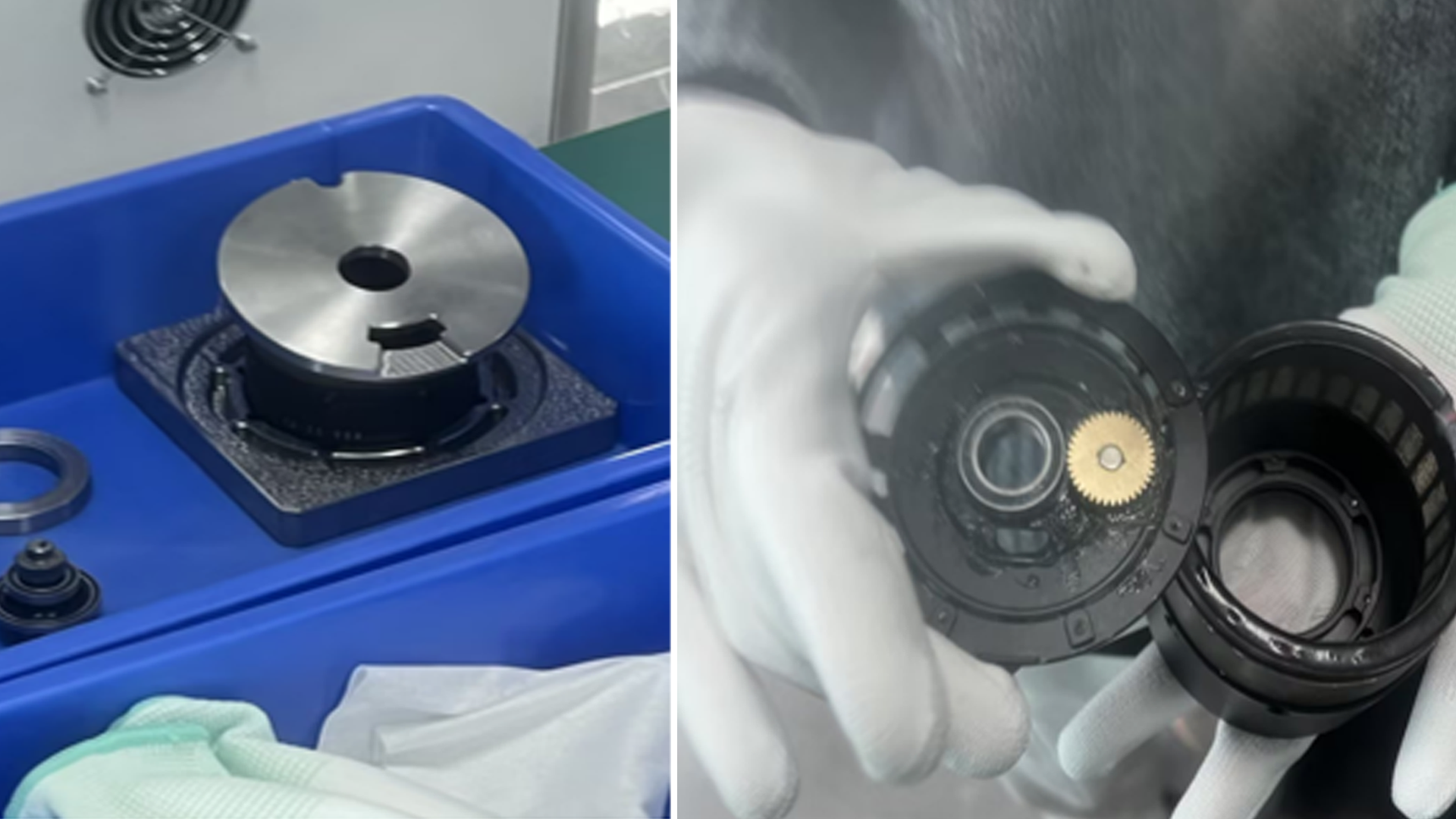
人形关节小电机定子表面布有液冷管路,热套入壳须保证外壳与定子非接触压入、防止刮擦管路,端盖过盈力须在线监控判定,对压机轴跳精度与位移-力双闭环控制要求严苛。砺星伺服压装方案精准胜任。


行星减速机体积小、传动比高,是当前关节模组主流方案,涉及轴承、行星齿轮滚针、定位销及行星架滚柱多道过盈压入工序,需曲线监控、压力-位移实时判定与批量数据追溯。砺星半自动压装线柔性兼容多品种切换。
单台人形机器人搭载近30台关节模组,集成轴承、无框力矩电机定转子、端盖等多道过盈压入工序,需曲线监控、压力-位移实时判定与全流程数据追溯。砺星单站伺服压机柔性兼容多型号切换,量产稳定可靠。
留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案























