

履带板作为工程机械行走系统的核心承力部件,螺栓规格大、数量多且受复杂交变应力影响,传统拧紧极易出现预紧力衰减或松动。砺星智能拧紧系统高精度伺服电枪,杜绝漏拧与过拧,数据全程可追溯。
工程机械动力总成导管压装工艺,需满足高强度工况下连接可靠性、装配一致性与长期密封性要求。导管承担油液、气体等介质传输,需精确控制压入力、深度、速度及保压时间,确保稳定配合,避免压偏、变形或密封失效。


车架分装涉及多品种异形构件与超长螺栓,空间干涉大且对孔位精度要求极高,传统人工难以保证一致性。砺星智能拧紧系统配合3D视觉引导与大惯量助力臂部署于分装工位,突破复杂空间定位难题,实现扭矩精准施加与角度精确控制。
变速箱与驱动桥内部涉及精密齿轮配合与高压油路密封,大规格高强度螺栓的拧紧若控制不当极易造成壳体变形、密封失效或齿轮啮合异响。砺星智能拧紧系统支持大扭矩闭环控制与多轴同步拧紧,确保每一颗螺栓达到精确的屈服点拧紧。


挖掘机液压管路与发动机进排气系统遍布整机,该工位属于典型的“软连接”场景,软管在收紧过程中存在弹性势能释放,导致传统工具极易产生扭矩衰减。砺星智能拧紧系统针对软连接特性配置动态扭矩补偿算法与分步拧紧策略,精准释放弹性势能。
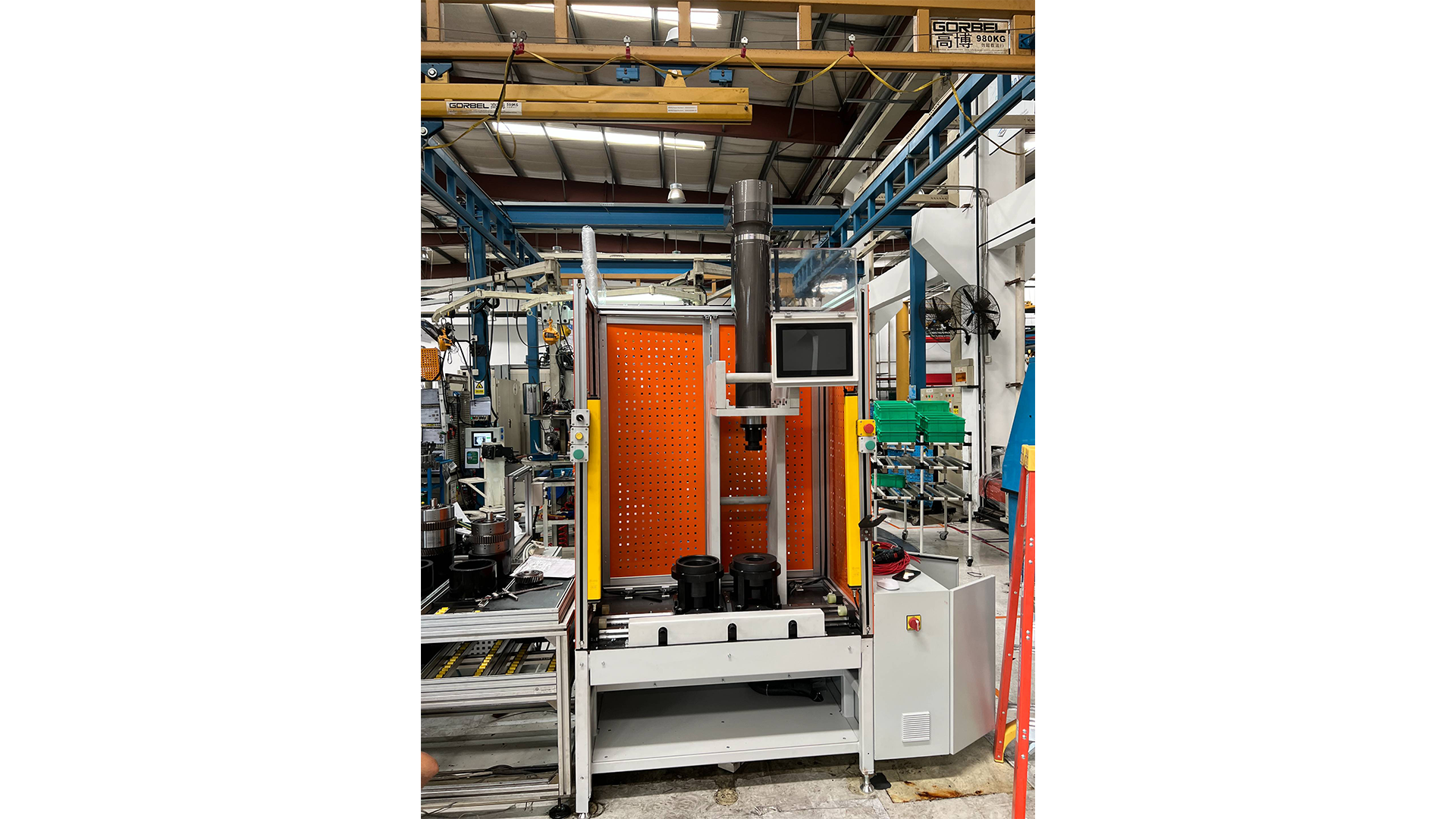
液压油泵油封压装工艺,需保证同轴度、压装深度与唇口完整性,满足高压、高频、长周期工况下的密封可靠性。油封易变形、对装配质量敏感,需精确控制压入力、速度、终止位置及保压过程,避免压偏、翻唇或过压变形。
留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案






















