















1. 设备外观与结构件(机壳/支架/护罩)
典型对象:机壳、外罩、底座、立柱与支架、护罩与门体
典型工艺:拧紧、自动送料(送钉)
2. 功能模块与内部机构(运动/传动/定位相关)
典型对象:内部机构支架、联动件、导向与定位件、转轴/铰链/拨杆等
典型工艺:拧紧、压装(视结构设计)、旋铆(视连接形式)
3. 电气与控制相关(电控盒/线束固定/附件安装)
典型对象:电控盒、接插件与支架、线束固定夹、传感器支架等
典型工艺:拧紧、自动送料(送钉)
4. 对洁净与一致性更敏感的装配工位(工艺纪律更强)
典型对象:对装配一致性、可追溯、过程证据要求更高的关键工序工位
典型工艺:拧紧(关键点位管理)、压装(关键连接)、旋铆(关键铰接/成型连接)
拧紧:覆盖外壳结构、模块固定、关键功能件装配等高频连接点,直接影响一致性、可靠性与返修风险。
自动送料(送钉):适用于螺钉点位多、重复动作高的工位,帮助稳定节拍并降低错漏装风险,特别适合洁净/半洁净装配对操作规范与防差错的需求。
压装:常用于轴/套/销、轴承/衬套、嵌件等过盈与定位装配场景,强调过程可控、可复核与质量追溯,适合需要过程证据链的关键工序。
旋铆:适用于“铆接成型 + 防松 + 外观一致性/手感一致性”诉求强的连接点,在带转轴、铰链、拨杆、联动机构的医疗设备与部件中具有典型价值。
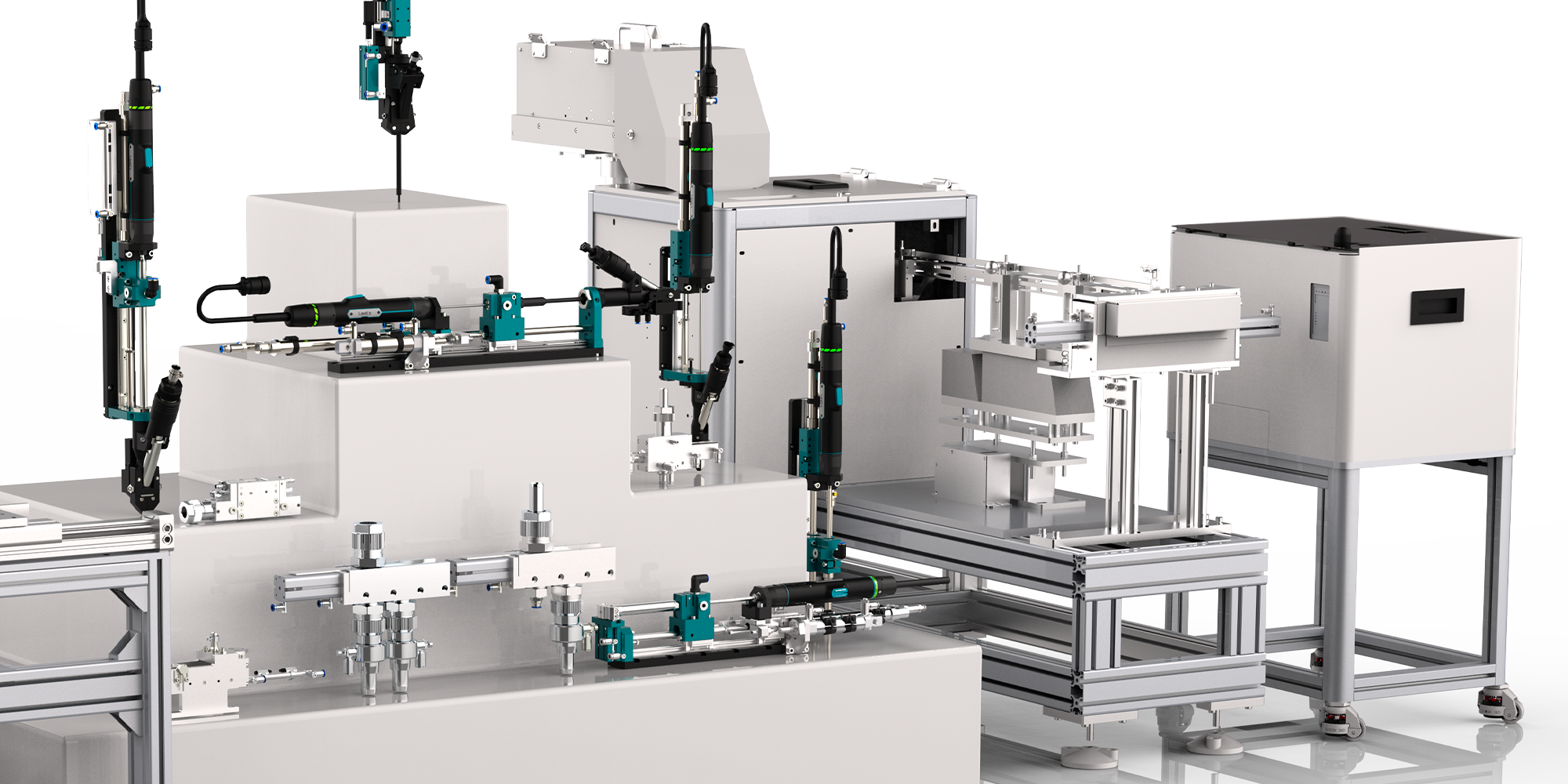
医疗行业典型产品与装配模块(从系统拆到工位)
医疗行业装配对象可大致分为“医疗设备(机电一体)”与“医疗器械部件/耗材生产装备相关部件”。从制造装配角度,常见模块可按以下逻辑拆解:
A. 设备外观与结构件(机壳/支架/护罩)
典型对象:机壳、外罩、底座、立柱与支架、护罩与门体
典型工艺:拧紧、自动送料(送钉)
B. 功能模块与内部机构(运动/传动/定位相关)
典型对象:内部机构支架、联动件、导向与定位件、转轴/铰链/拨杆等
典型工艺:拧紧、压装(视结构设计)、旋铆(视连接形式)
C. 电气与控制相关(电控盒/线束固定/附件安装)
典型对象:电控盒、接插件与支架、线束固定夹、传感器支架等
典型工艺:拧紧、自动送料(送钉)
D. 对洁净与一致性更敏感的装配工位(工艺纪律更强)
典型对象:对装配一致性、可追溯、过程证据要求更高的关键工序工位
典型工艺:拧紧(关键点位管理)、压装(关键连接)、旋铆(关键铰接/成型连接)
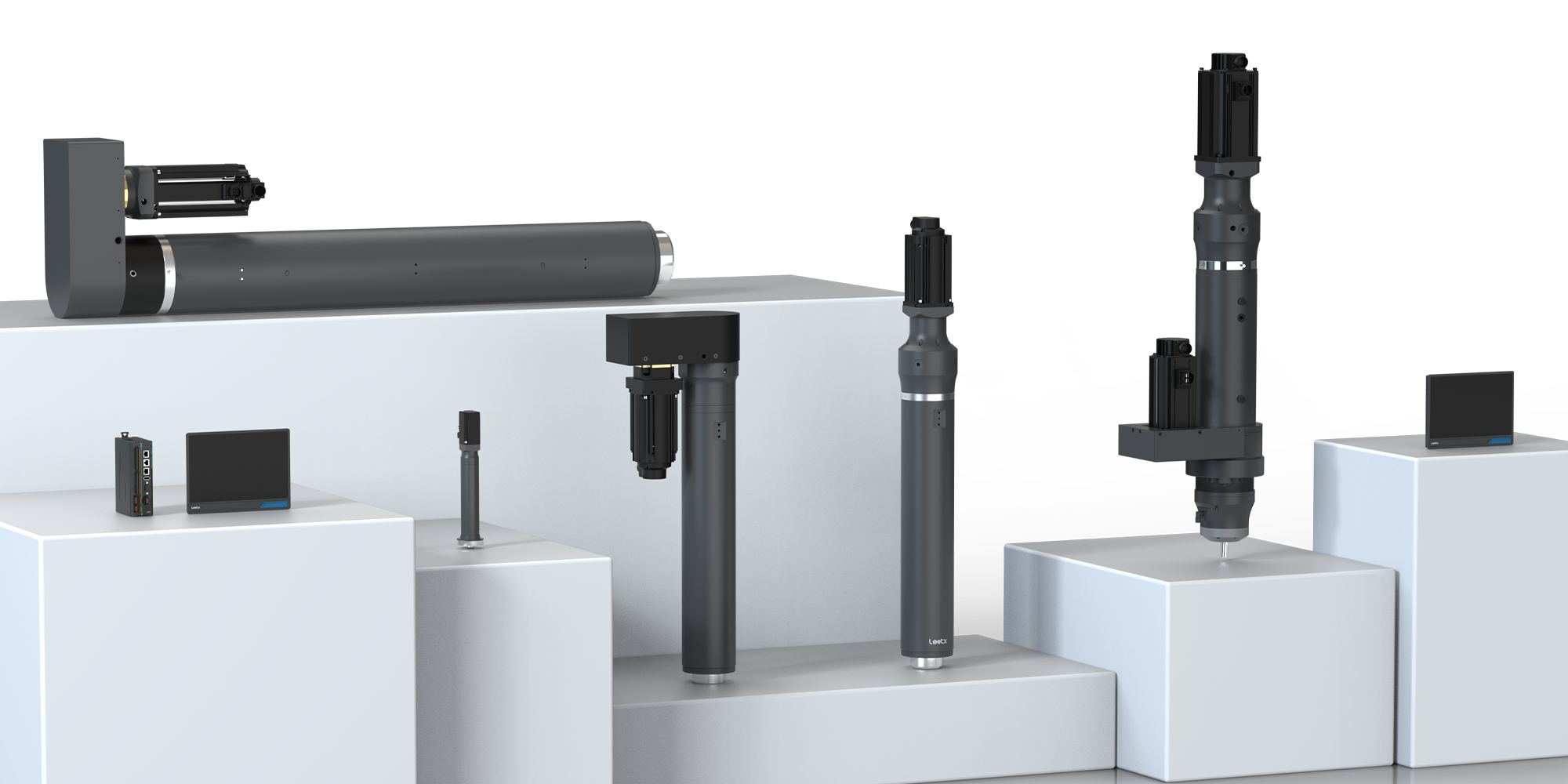
按工艺拆解:拧紧 / 自动送料(送钉)/ 压装 / 旋铆 在医疗怎么用
1) 拧紧工艺:结构固定与模块安装的主工艺
用在哪里(典型工位)
外壳与护罩装配:壳体、门体、护罩、加强件固定
功能模块固定:模块支架、安装板、附件固定点
电控与附件安装:电控盒固定、线束/传感器支架固定点位
为什么要用(医疗对一致性与可复核的驱动)
医疗制造对一致性与返修风险敏感,拧紧一致性直接影响结构可靠性、长期使用稳定性与现场维护效率。
多批次装配要求工艺标准化,便于跨产线复制,并支撑过程记录与问题闭环。
客户质量体系关注点(定义口径建议)
过程控制:关键点位的作业指导、程序管理与权限控制
可追溯性:关键工位过程数据记录与查询,支持问题定位与闭环
变更管理:工艺变更、程序变更与文件受控,避免非受控变更引入风险
验证与确认:新工位/新工艺导入的验证思路与记录留存(按客户体系要求执行)
2) 自动送料(送钉)工艺:重复锁付工位的节拍稳定与防差错
用在哪里(典型工位)
螺钉点位多的外壳/护罩/支架装配
电控与附件安装:固定点位密集、重复动作高的工位
对操作规范要求更高的工位:希望减少人工取钉动作、降低混料与漏装风险的场景
为什么要用
在点位多、动作重复的工站,人工取钉容易引入节拍波动、疲劳出错与漏装风险。
自动送料将供钉动作系统化,有助于节拍更稳定,并降低错钉、漏装、混料等风险;同时在台面空间受限或可达性较差的工位更有帮助。
客户质量体系关注点(定义口径建议)
防差错:通过工艺设计降低漏装、错装、混料的发生概率
清洁与管理:对供钉路径、加料方式、现场物料管理提出规范,减少异物与混入风险
一致性:通过标准化动作减少人为差异导致的质量波动
3) 压装工艺:过盈/定位装配的质量关键工序
用在哪里(典型工位)
轴/套/衬套/嵌件类装配:需要过盈或定位的结构件连接点
对过程证据要求更高的关键装配点:需要把“装配结果”转化为可复核过程记录的工序
为什么要用(医疗更强调“过程证据”)
压装工艺更适合在关键连接上建立可控的装配过程与一致性管理方式,便于形成过程证据链,支撑问题追溯与持续改进。
对关键部件的定位、配合与一致性,压装比单纯依赖人工经验更容易做标准化管理。
客户质量体系关注点(定义口径建议)
过程能力与一致性:关键工序建立过程判定逻辑与一致性控制方法
记录与追溯:关键压装过程记录可查询、可复盘,便于偏差调查与纠正预防
异常处置:不合格隔离、返工/返修路径、放行规则与审批机制(按客户体系执行)
验证与确认:导入时按客户体系要求完成工装/工艺验证与记录固化
4) 旋铆工艺:机构连接与防松成型的关键工序
用在哪里(典型工位)
转轴/铰链类连接:门体、翻盖、护罩转轴、操作机构铰接点
拨杆/连杆/联动机构:需要“转动顺畅 + 间隙可控 + 防松”的连接点
外观与手感敏感部位:既要结构可靠,又要外观一致性与手感一致(阻尼/间隙一致)
为什么要用
对“防松、耐久、手感一致”的机构连接点,旋铆可用于成型固定并降低松动风险。
在批量装配中,旋铆更容易将“铆接质量”转化为可控的工艺过程,有助于减少装配波动带来的异响、松脱与返修。
客户质量体系关注点(定义口径建议)
外观与功能判定:铆头成型外观判定、转动阻尼/间隙的功能判定标准
过程受控:工装、作业方法与检验方法受控,确保不同班组一致执行
追溯与偏差:关键铆接点位记录与异常偏差闭环(按客户体系要求)
平台化与数据闭环价值:让关键工序更标准、更易复制、更可追溯
在医疗制造现场,建议把关键工位统一到“工艺标准化 + 过程记录 + 异常闭环”的管理框架中:
工艺文件与程序受控(版本与变更清晰)
关键工位过程记录可查询(支持追溯与审计)
异常分类、处置、复盘与纠正预防形成闭环
这样可以同时满足制造效率与质量体系对“可追溯、可复核、可审计”的要求,并降低跨产线复制的导入成本。
