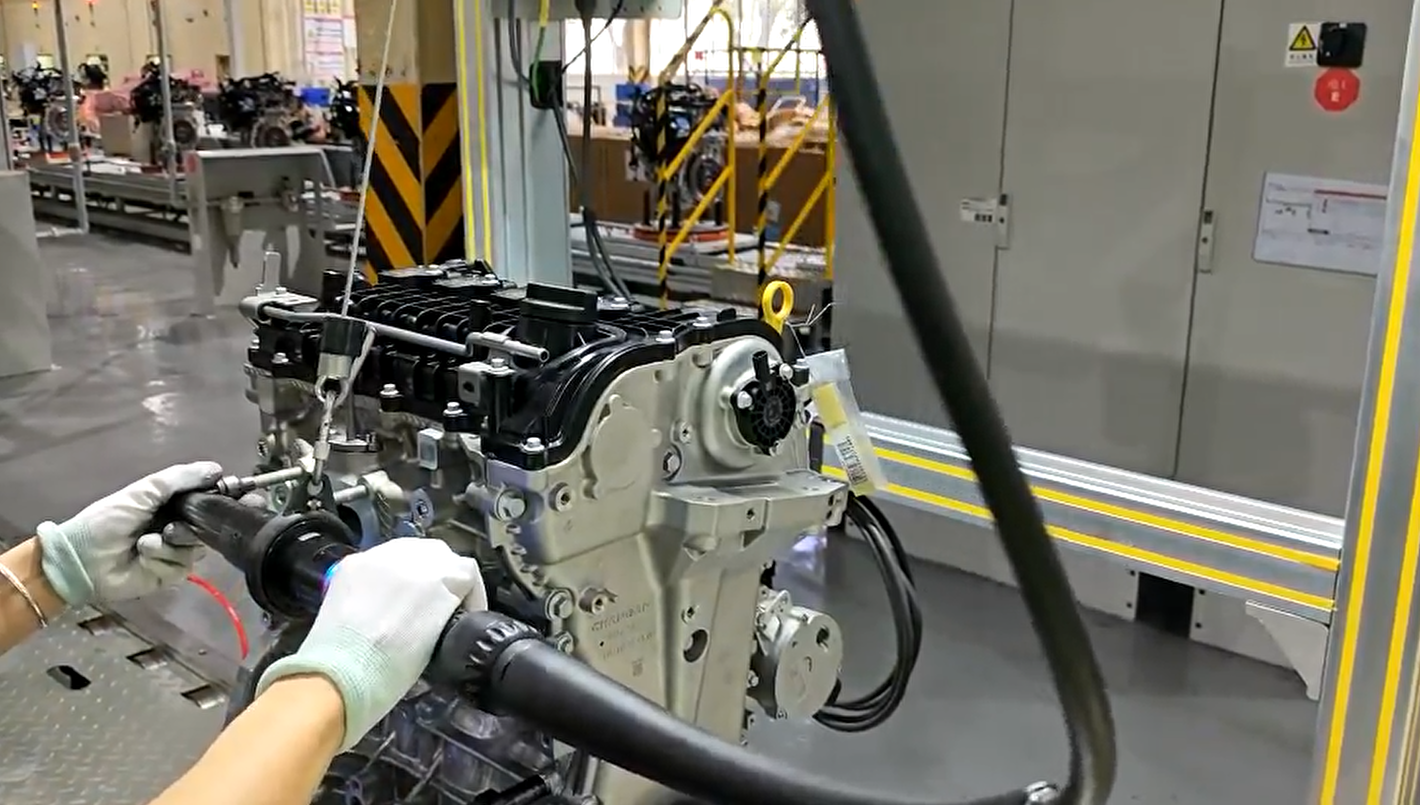
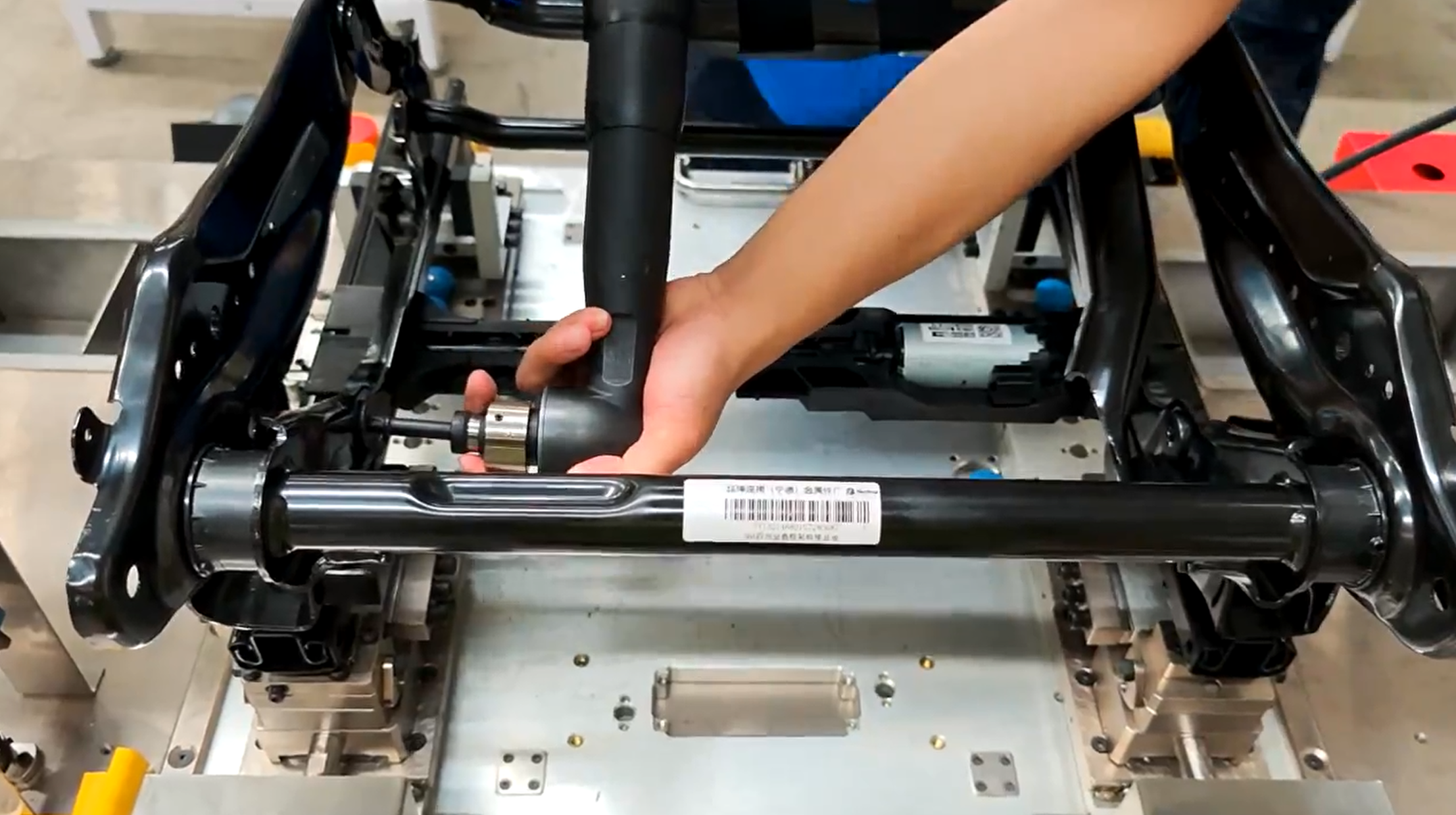
汽车座椅骨架拧紧点位多、节拍紧、作业空间狭小,漏拧错拧难以事后识别,对拧紧工艺的稳定性与可追溯性要求极高。砺星智能拧紧系统应用于横梁、侧板、滑轨/支架等关键连接件拧紧工序,以适配空间姿态的执行端结合扭矩-转角双重监控,杜绝漏拧错拧,过程数据结构化记录可追溯。
泄压阀总成是汽车制动系统的关键部件,阀芯与钢珠的压装到位精度直接关乎压力调节的可靠性。砺星伺服压装系统应用于电磁阀阀芯压装与钢珠压入工序,通过压力-位置双闭环控制结合智能拐点触发,精准识别压装到位信号,避免过压损伤与压装不到位。

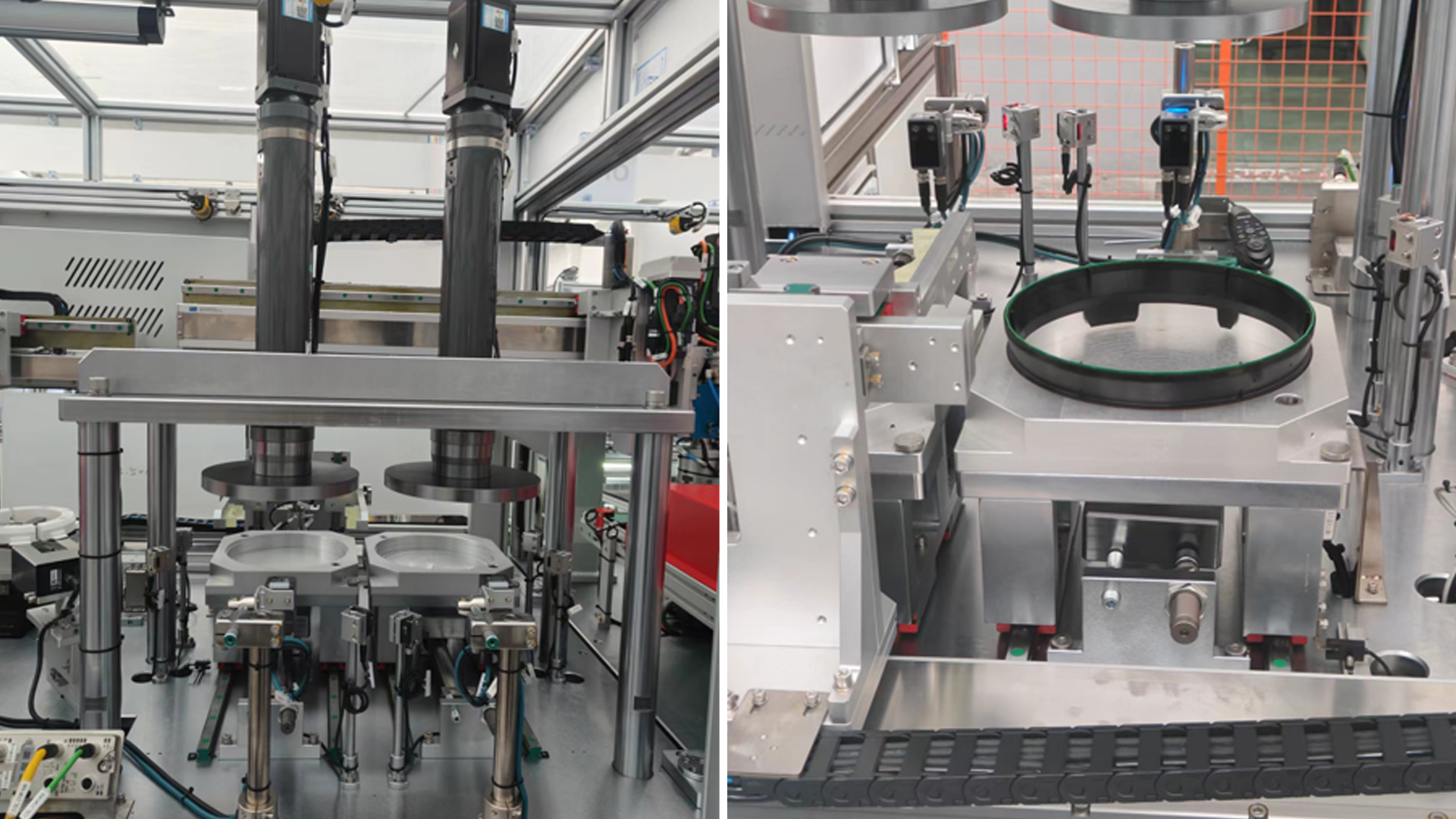
喷油环作为发动机供油系统的核心部件,密封圈与喷油嘴的压装一致性直接影响燃油雾化效果与喷射精度。砺星伺服压装系统应用于密封圈压装与喷油嘴压入工序,通过压力-位置双闭环控制与实时位置补偿,消除公差波动,保障整线多工位高一致性量产。
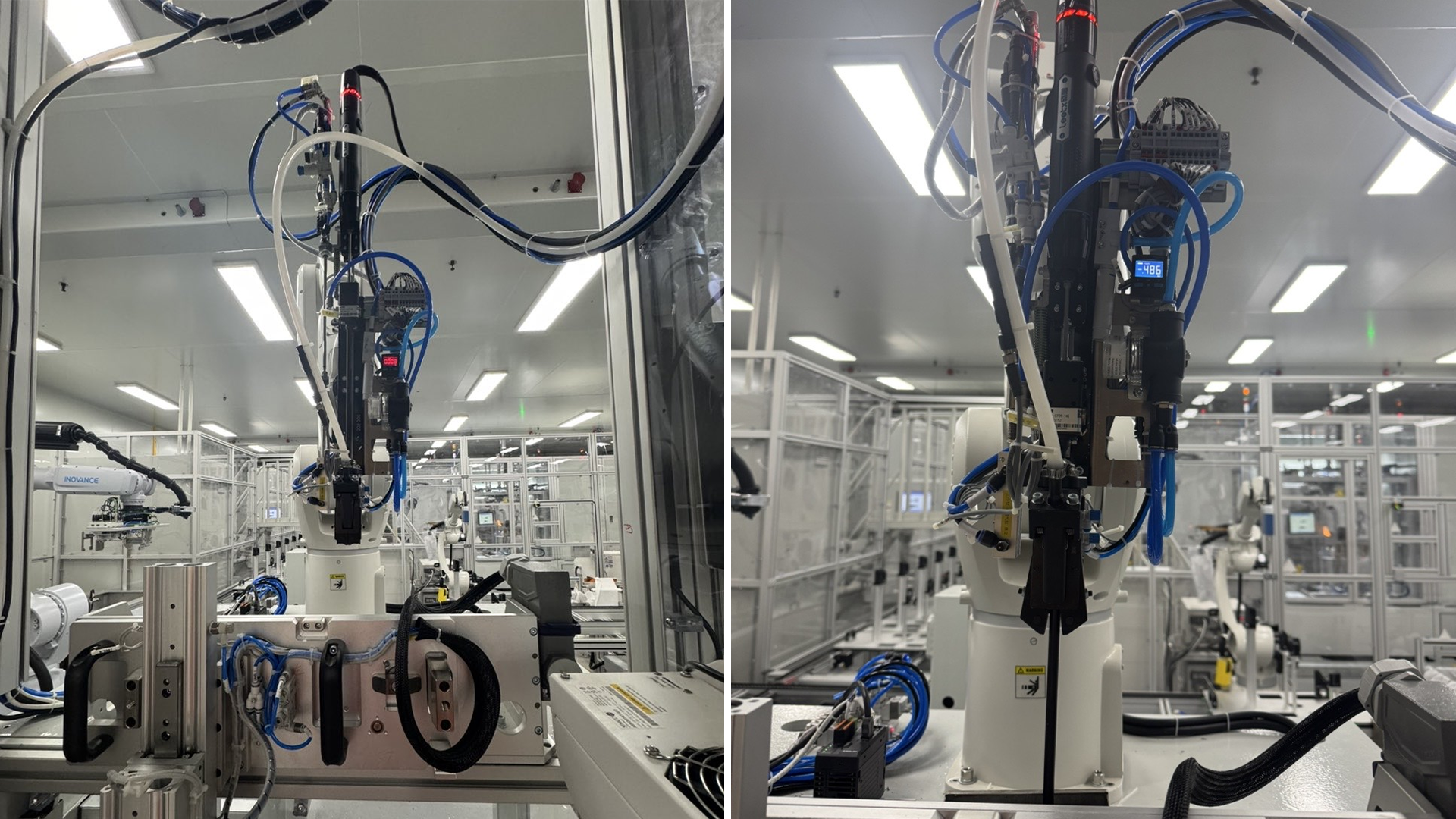
动力控制模块(PCU)上盖螺栓直接关系到模块密封性、电气连接可靠性及高压安全,机器人自动拧紧需保证多轴同步、扭矩-角度双控精度,并实现拧紧数据实时上传与全生命周期可追溯。


送料+拧紧工艺——贯穿尾灯壳体连接工位 车灯生产节拍较快且拧紧螺丝较多,需要在50~60s内拧紧数十颗螺丝,长时间人工取料、送料、拧紧会造成人员的疲劳作业,砺星自动送料系统可以针对不同产线需求进行方案定制,实现全自动化送钉拧紧,大幅减轻人员的重复性疲劳作业。
车灯装配涉及透镜支架、灯体壳、调光机构等多处微小螺钉连接,对扭矩精度与外观无损要求极高,节拍紧凑。机器人末端集成智能电批与自动送钉,实现对位—拧紧—追溯全流程,保障密封性与光学装配精度。

面对自动化拧紧产线"高节拍、长连续运行、多规格切换"的供钉需求,传统振动盘存在容量小、补料频繁、噪音大等痛点。大容量料箱式送钉机采用箱式存储+柔性输送结构,单次装料可满足数小时连续供给,配合高速分料与气送,实现"一次补料、长时无人值守"。运行平稳、噪音低,与自动拧紧联动。
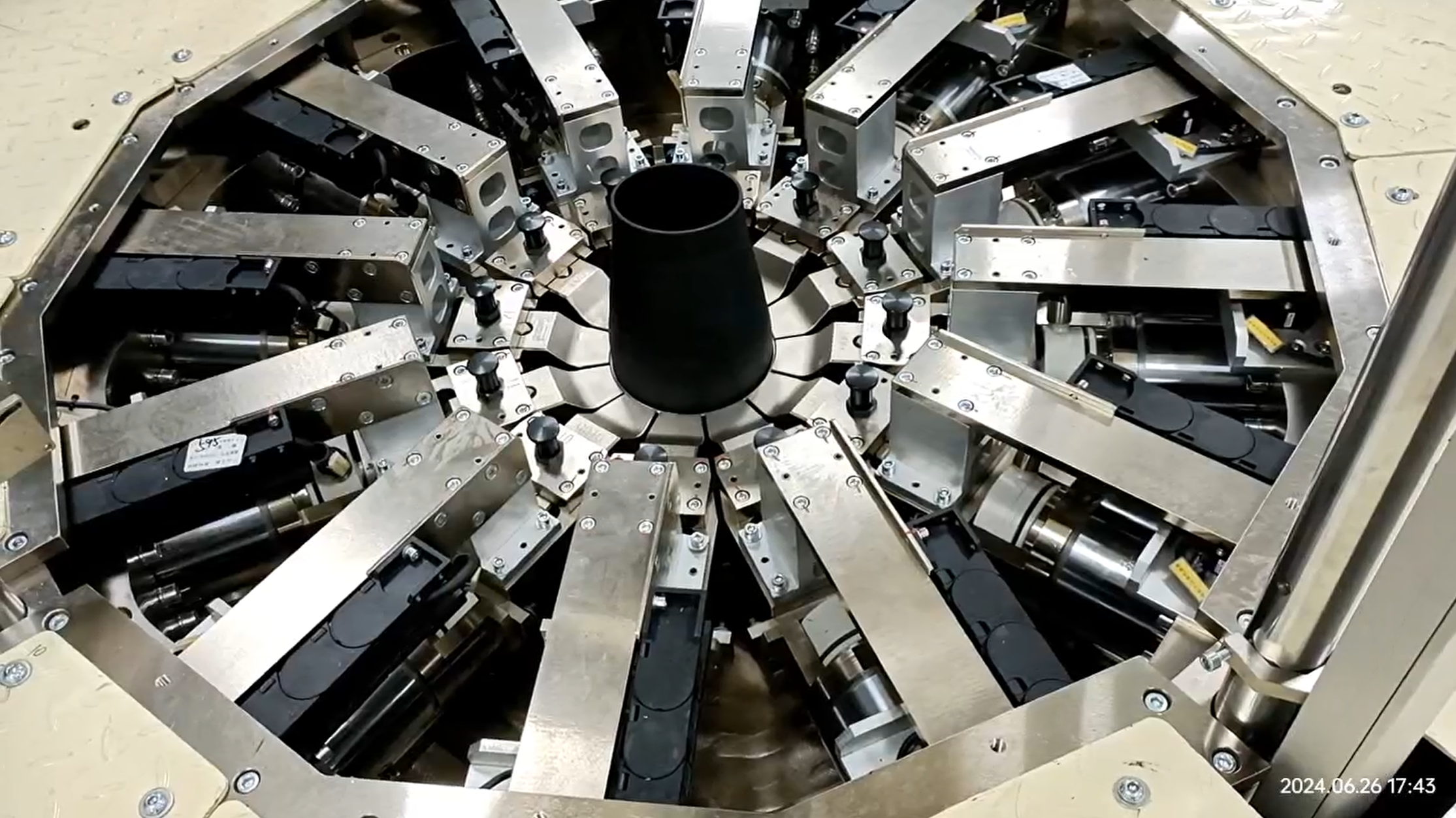
囊皮作为悬架密封核心件,扣压圆度与气密性直接影响悬架承载稳定性与使用寿命。砺星伺服压装系统同步驱动十二台压机协同扣压,通过力-位置双闭环控制,精准保障扣压一致性,有效消除圆度偏差与漏气风险。
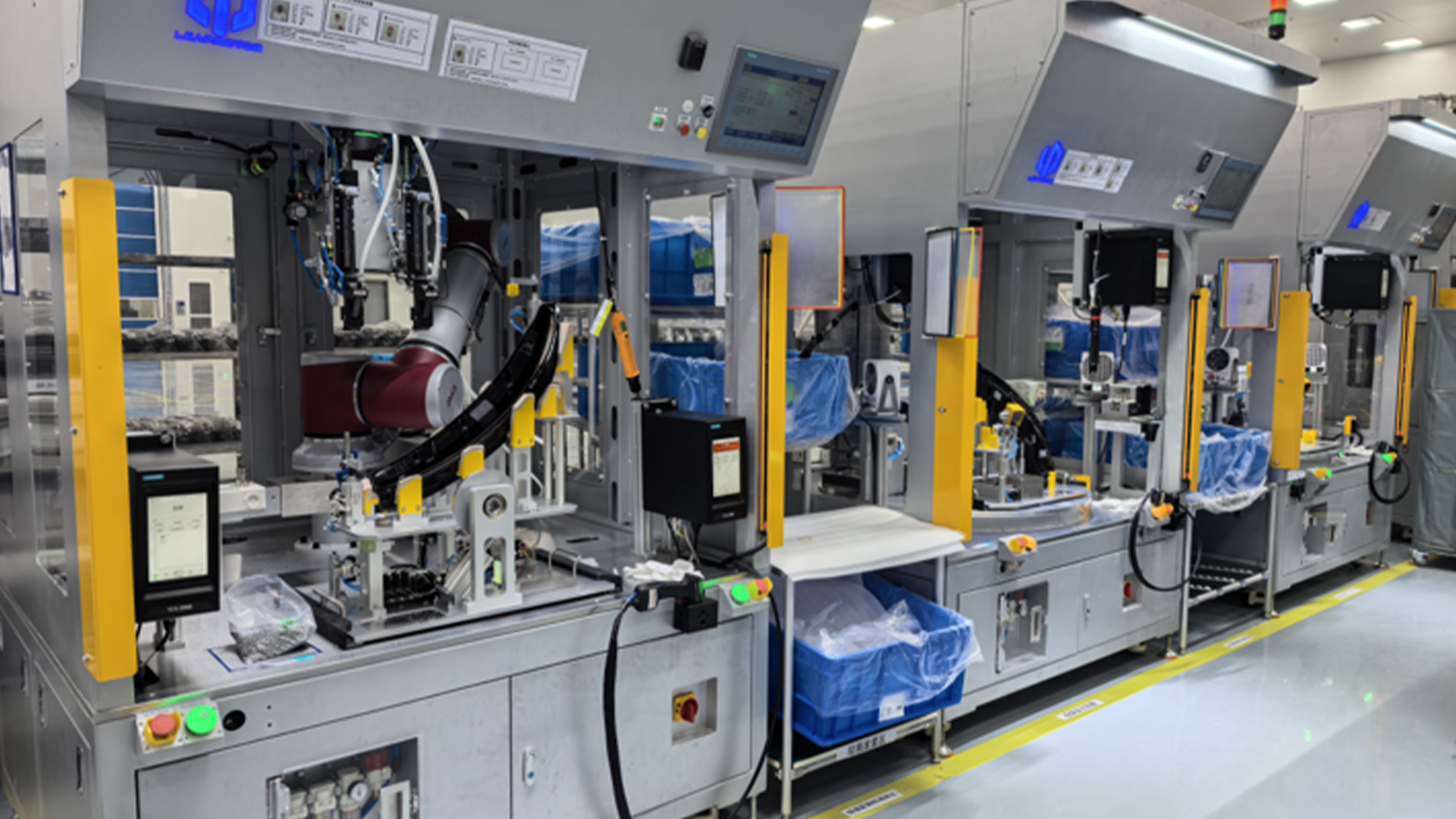
车灯行业通常采用人机协作的作业工况,故协作机器人搭配自动拧紧模组的场景较多,协作机器人对末端负载要求较高,因拧紧螺栓较小,通常采用8~12公斤协作机器人作业,故对机器人末端自动拧紧模组的重量要求较高,砺星轻量化执行模组最低重量可低至3.5kg,可完美搭配协作机器人使用。
车灯的拧紧工况常因车灯的特殊不规则形状导致拧紧位置较深,同时会出现弹平垫、胶垫螺栓以应对车灯产品需满足防水防松的需求,砺星执行模组的随动夹钳设计可通过真空管吸取弹平垫、胶垫螺栓伸至产品内部以规避周边干涉。

留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案






















