

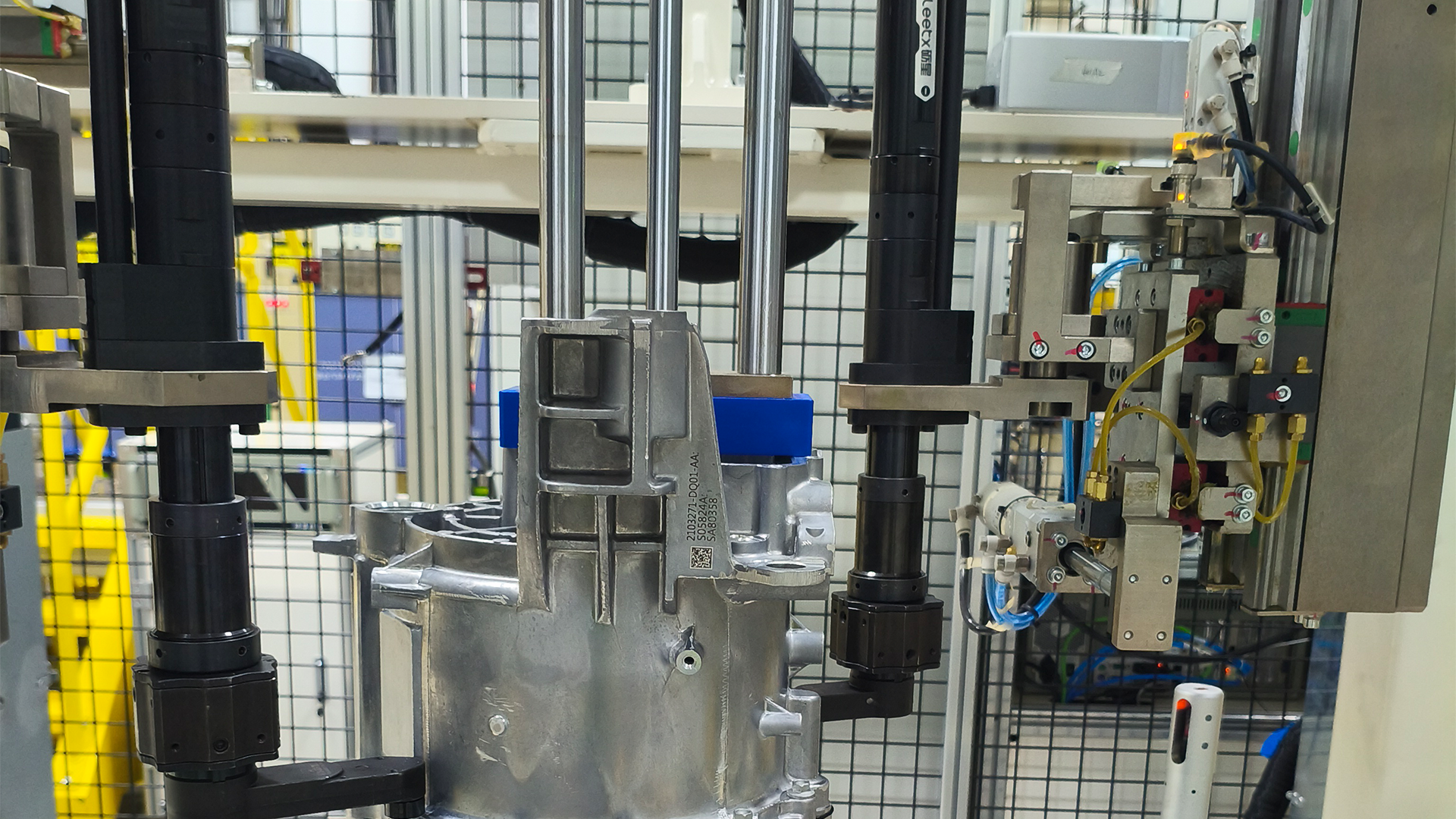
电驱动八合一系统将电机、电控、减速器等核心部件高度集成,对装配工艺一致性要求极高。砺星伺服压装系统应用于轴承压入与油封压入工序,通过自适应降速避免冲击损伤,并以压力闭环保压确保过盈配合稳定可靠,有效保障电驱总成的密封性与运转精度。
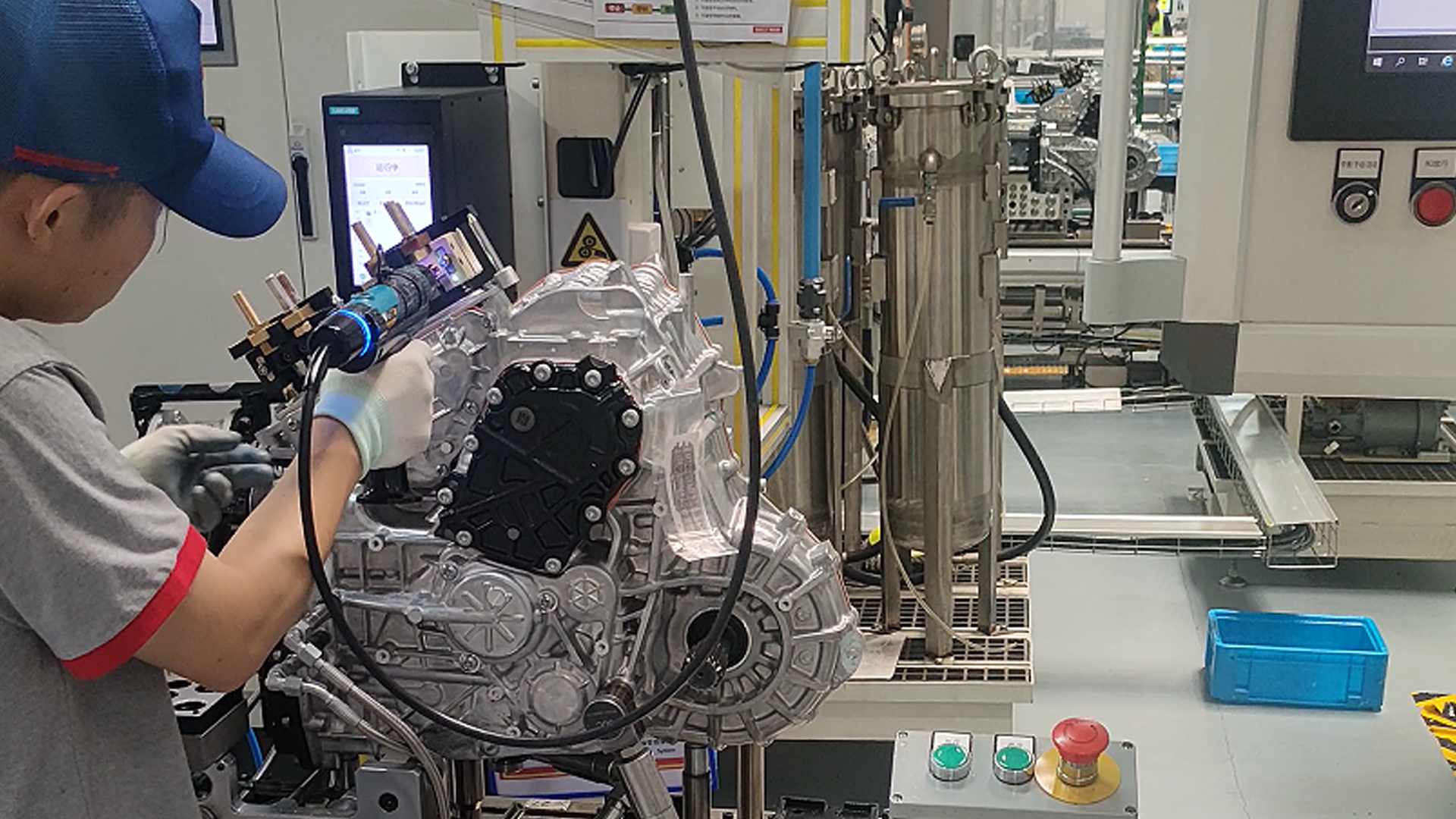
电驱动合箱涉及电机壳体、减速器壳体及控制器壳体的精密对接,螺栓紧固质量直接影响总成密封性、轴承预紧力及运行可靠性。砺星智能拧紧系统应用于合箱工位双螺栓同步拧紧,通过扭矩-角度双重监控精准控制贴合状态,保障壳体受力均匀、密封可靠,全过程拧紧数据实时上传可追溯。
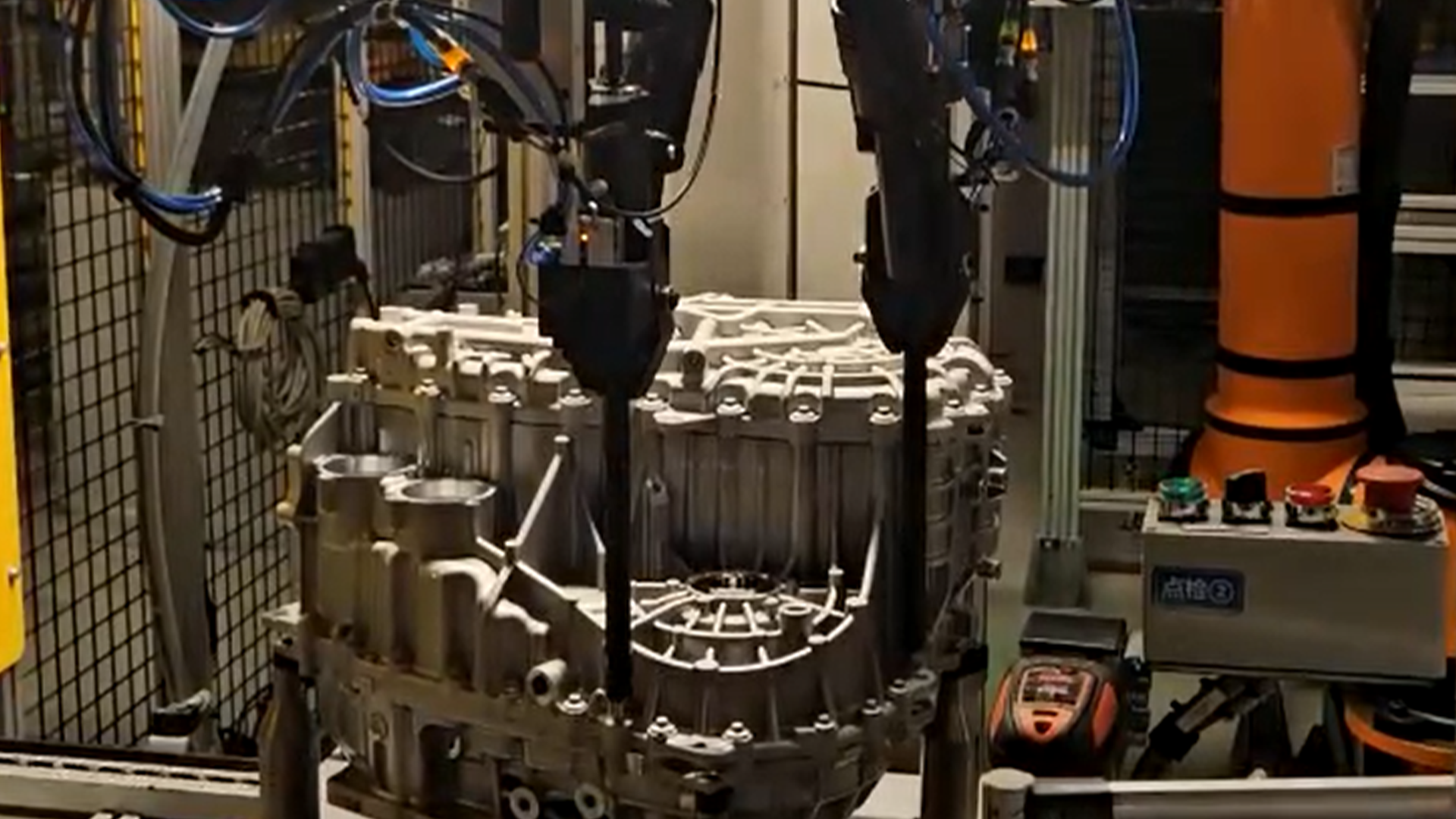
电驱合箱过程中,箱盖与壳体之间的密封胶层需螺栓提供均匀的压紧力,拧紧顺序、扭矩精度及贴合速度均影响最终密封效果与总成可靠性。砺星智能拧紧与自动送钉系统应用于合箱工位,实现螺栓顺序供料、按工艺路径同步拧紧,配合扭矩与角度双重监控,保障壳体周圈受力均匀、贴合紧密,全过程装配数据可追溯。
混动DHT变速箱集成度高,齿轮入轴、轴承及保持架压装对位置精度与压力曲线极为敏感,过盈量偏差易导致轴系卡滞或轴承损伤。砺星压装系统采用位置-压力双闭环控制及自适应降速功能,实时监测压入力曲线,遇异常阻力自动减速保护,确保压装到位无损伤,全程数据可追溯。

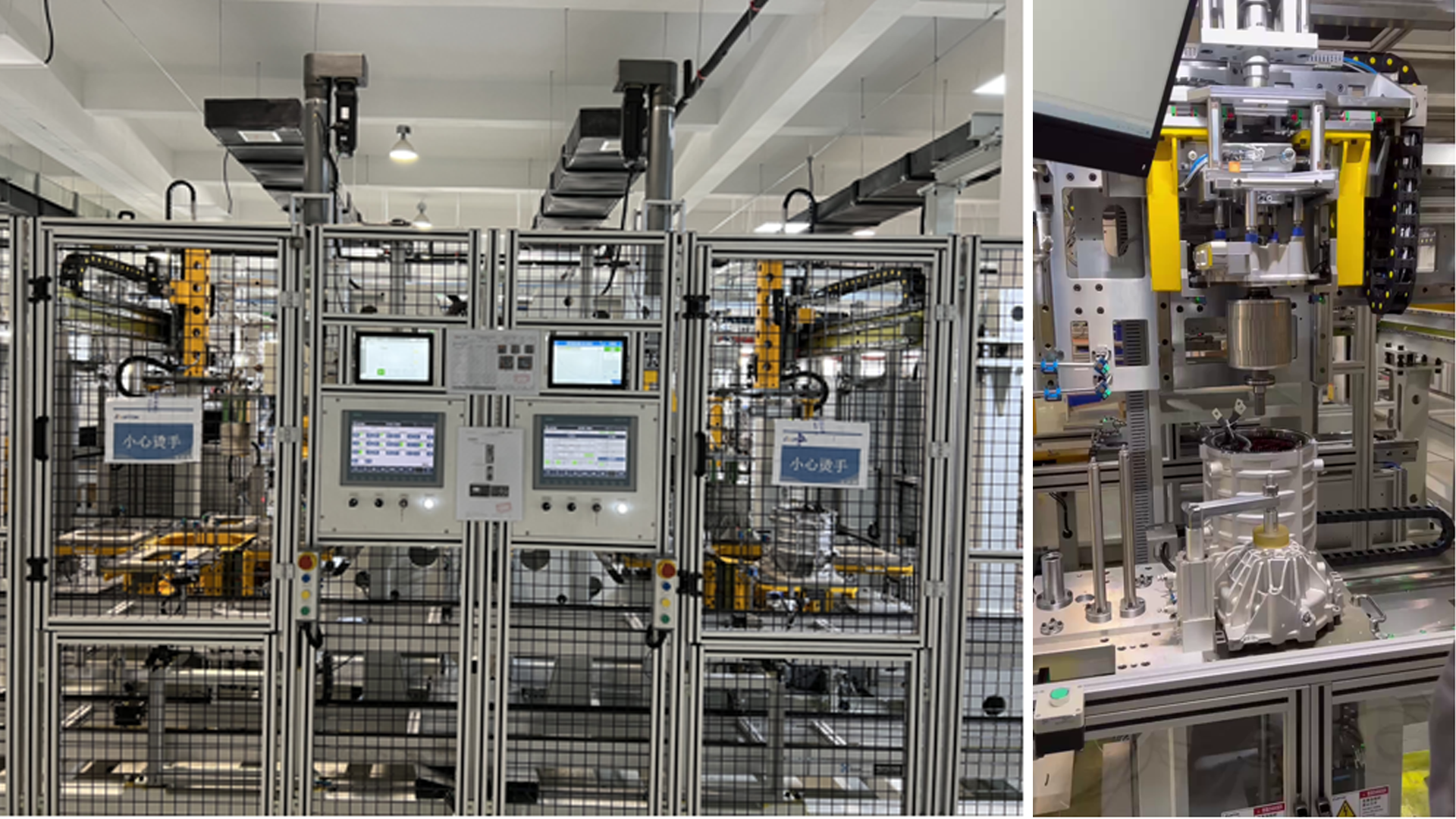
定转子合装与定子热套是电驱动总成的核心工序,强磁吸合瞬间冲击大、对中精度要求极高,热套则需在温差窗口内快速精准到位,否则将引发气隙不均、铁芯损伤。砺星压装系统支持单曲线50万点高密度采集与压机自适应降速,全程精控压力与位移曲线,保障合装平稳到位、品质稳定可追溯。
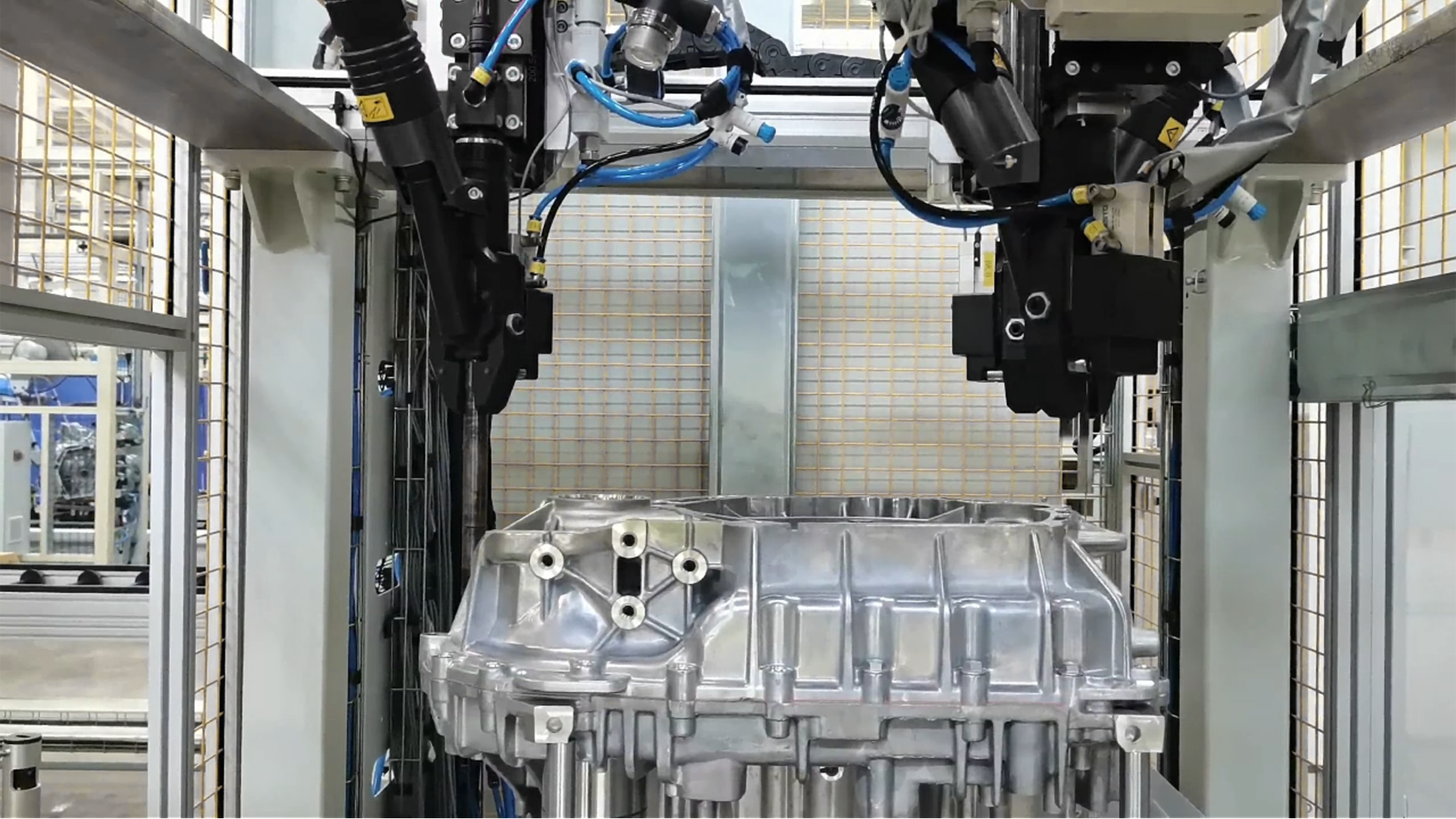
电驱箱盖与壳体合装是EDS电驱总成的关键工序,螺栓数量多、分布于不同高度平面,且需严格按对角顺序同步施加扭矩,以避免局部应力集中导致箱体翘曲与渗油。砺星多轴拧紧系统应用于头部新能源车企产线,通过多轴一次性同步拧紧与扭矩-转角双重监控,保证压紧均匀、节拍高效,过程数据可追溯
电驱动总成合箱是减速器壳体与电机壳对接的关键节点,密封面贴合度与螺栓预紧均匀性直接影响齿轮啮合精度、NVH 表现及壳体气密性。多轴同步拧紧机配合精密定位工装,实现多颗螺栓"对角同步、扭矩一致"的高精度紧固,节拍稳定、数据全程可追溯。
搭铁螺栓承担电驱系统等电位连接与高压安全回流功能,紧固扭矩与接触电阻直接关系到EMC 性能与高压防护可靠性,属于安全件级别的关键拧紧点。手持式智能拧紧枪配合在线扫码绑定与扭矩/角度双控策略,"一螺一码、一拧一档",确保搭铁连接合格率。

电驱总成装配涉及多种规格螺栓,传统人工取料效率低、易混料、易遗漏。自动排列机按螺栓规格分组布置,通过振动盘+轨道排序将螺栓自动整列输出至取料口,配合工位拧紧节拍实现"按需供料、定量出钉",有效杜绝错装漏装,提升取料效率与作业舒适度,为后端智能拧紧提供稳定可靠的物料保障。
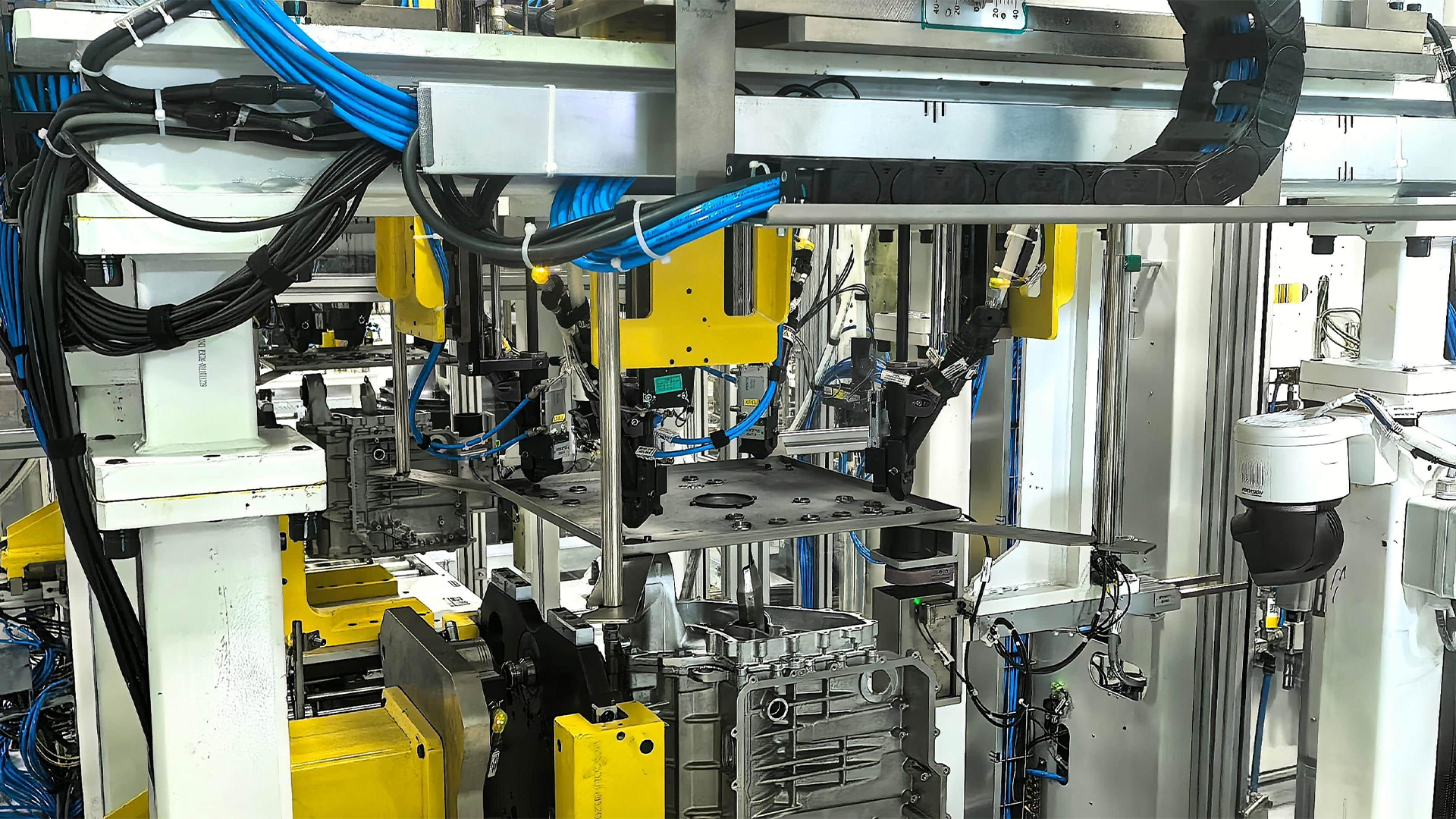
针对多螺栓、对称分布、节拍要求高的装配点位,多轴同步拧紧是兼顾效率与压紧均匀性的最优解。采用龙门式多主轴拧紧系统,集成自动送钉管路与伺服拧紧系统,螺栓经吹送管直达拧紧头,多轴同步下压、同步紧固,一次完成全部螺栓装配。各轴扭矩/角度独立采集判定,确保压紧力均衡、密封一致。

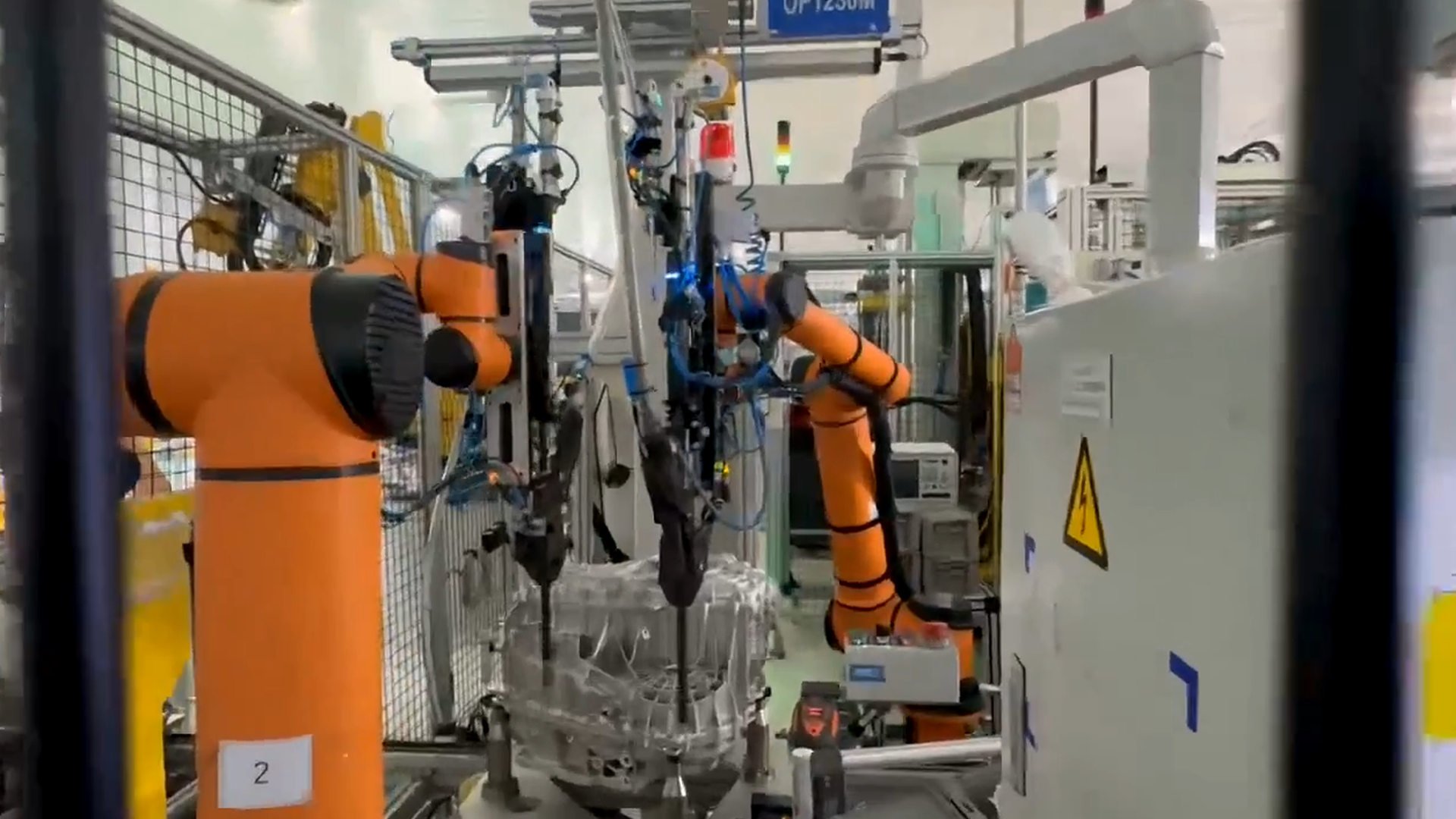
合箱螺栓是变速箱壳体接合面密封与结构强度的核心保障,多颗螺栓需按规定顺序、对称分步预拧,避免壳体变形与漏油。双机器人协同作业实现多轴同步、扭矩-角度精准控制,并完成拧紧数据实时采集与追溯。
电驱长螺钉因杆长、易倾倒、易缠绕,常规振动盘难以稳定排序。台阶式料斗通过分层抬升与姿态整理,实现长螺钉自动定向、有序输送至拧紧工位,配合传感器检测确保来料姿态正确、防漏防错,提升上料效率与拧紧节拍稳定性。


发动机装配涉及缸体、缸盖、正时机构及附件等百余个关键螺栓紧固,扭矩规格跨度大、工艺路径长,对工具精度、数据追溯及线边管理能力要求严格。砺星智能拧紧系统部署于发动机主线及分装工位,支持扭矩/角度双控策略,紧固数据实时上传 MES,实现全流程质量控制与产品全生命周期追溯,保障动力总成装配的一致性与可靠性。
发动机传感器(如曲轴位置、爆震、油压、温度等)是 ECU 精准控制的"神经末梢",安装扭矩偏差会直接影响信号采集精度乃至整机标定表现,且螺栓规格小、安装点位分散、防错要求高。手持式智能拧紧枪配合 SPS 物料指示与扫码绑定,确保每一颗传感器螺栓装配精准、有据可查。

留下您的联系方式,立刻获得相关解决方案
留下您的联系方式,立刻获得相关解决方案























