




















导语
近日,某头部新能源整车厂完成总装线自动送钉系统的整线部署,三十余套设备在车身合装、内饰安装与底盘装配三大工序稳定运行,多规格长螺钉的自动化装配跑通量产验证。该项目支撑了整车厂在产能爬坡阶段对总装环节的自动化替代需求,也为其智能制造体系补上关键一环。
总装自动化,正在逐步升级
该客户为国内造车新势力头部品牌之一,产品覆盖增程与纯电双技术路线,累计交付已迈入百万辆级,正处于多车型并行、产能持续爬坡的阶段。伴随交付规模放量,其对总装线的一致性、节拍稳定性与工艺可追溯提出了更高要求。

从整车制造全流程看,冲压、焊装、涂装环节的自动化率已普遍处于较高水平,而总装环节因工艺复杂、装配姿态多样、零部件规格跨度大,长期以来自动化率相对较低,仍是人工密度最高的产线段。一辆整车的螺栓连接点数以千计,拧紧质量直接关系整车结构安全与NVH表现,同时需满足拧紧数据可追溯、防错防漏、节拍稳定等多重工程要求。总装自动化,已成为整车厂推进智能制造过程中绕不开的工程课题。
三重约束下的长螺钉装配难题
在本项目中,客户总装线覆盖车身合装、内饰安装及底盘装配三大工序,对自动送钉系统提出的核心要求包括:存钉量满足四小时连续作业、卡钉率控制在万分之五以内。但在落地过程中,通用送钉方案面临三重挑战:
- 规格跨度大:车身与底盘工序广泛使用 M6–M14 大规格长螺钉,在通用送钉设备的弯管及枪头处易发生卡料
- 姿态复杂:三大工序的安装面非共面,拧紧姿态多样,对螺钉垂直度与供料一致性提出更高要求
- 节拍紧:单颗拧紧节拍约4秒,其中拧紧2.5秒,留给送料的时间窗口须压缩至1.5秒以内。
在此约束下,通用方案难以直接复用,必须围绕螺钉规格、拧紧姿态与节拍窗口进行非标重构。

三项非标动作,跑通节拍与稳定性
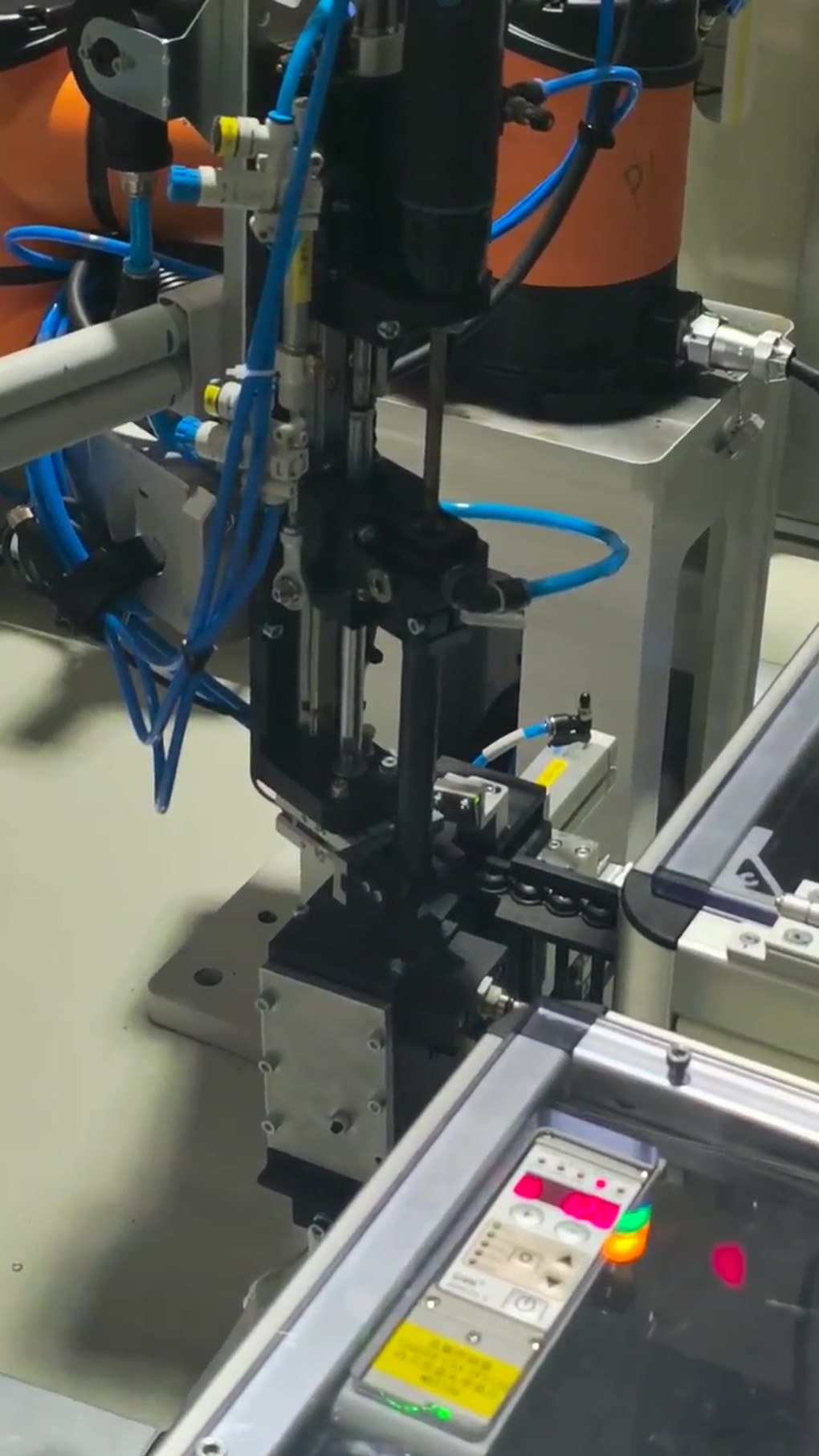
砺星围绕上述痛点,落地三项工程动作:一是重构轨道料斗的机械结构,对长螺钉易卡料的弯管与枪头段进行适配化设计,从源头缓解卡料风险;二是在电批吸取螺钉时引入真空吸附与机械夹爪并行供料,由夹爪固定螺钉下端、真空辅助定位,保障多姿态拧紧下的螺钉垂直度与供料稳定性;三是面向一次抓取多颗螺钉的作业需求,创新采用"一分二/一分三"多路同步出钉方案,将送料时间压至1.5秒以内,匹配整线节拍。

方案落地后,客户总装线累计部署三十余套自动送钉设备,覆盖车身合装、内饰、底盘三大工序,螺钉输送稳定,卡钉率满足客户要求,存钉量满足四小时连续作业,原本依赖人工的多工序装配环节被有效替代。
组合路径已完成量产验证
"料斗结构重构+夹爪吸附并行+多路同步出钉"的组合方案,已在客户总装线三大工序、三十余套设备的量产环境下完成验证,覆盖 M6–M14 长螺钉在多姿态、紧节拍场景下的连续作业。项目交付后,双方将围绕更多车型平台与总装工位延展合作,持续推进总装环节的自动化替代节奏。
关于砺星
作为国家高新技术企业、上海市"专精特新"中小企业、上海市"科技小巨人"培育企业、上海市"瞪羚企业",砺星深耕精密装配赛道,致力于让装配过程可控、可测、可追溯。公司以上海为总部,构建沪锡双研双制造体系,拥有上海 6,000+ ㎡、无锡 8,000+ ㎡两大制造基地,并在东欧、亚洲、北美等区域设立分支机构与服务中心。公司持续保持高比例的研发投入,累计取得 100+ 项知识产权,并通过 ISO 9001、ISO 14001、UL、CE 等多项体系与产品认证。从单机交付到产线集成,从国内量产到全球服役,砺星以工程师的克制与严谨,陪伴客户把每一道装配工艺,做成可被验证的标准动作。

